


穴あけ加工とは?穴あけ加工と穴あけで使われるドリルを解説
- 更新日:
- 2025/10/15 (公開日: 2020/05/19 ) 著者: 甲斐 智
穴あけ加工(穴開け加工・孔明け加工)は、固定した加工ワークに〈回転する工具〉をあてて穴をあける「除去加工」のひとつです。
穴あけ加工による穴は、「ボルトの穴」「軸受の穴」「位置決め穴」など、さまざまな用途で使われています。
この記事では、穴あけ加工の現場で使われている工作機械やさまざまな穴あけ加工方法、ドリル・タップ・リーマの種類や使い方について解説しています。

穴あけ加工(穴開け加工)ってどんな加工?
穴あけ加工は、固定した加工ワークに〈回転する工具〉をあてて、穴をあける加工方法です。
「ドリル」や「リーマ」とよばれる工具を使い、 ボルトの穴や軸受の穴、位置決め用の穴など、さまざまな穴 をあけることができます。
ドリルの替わりに「タップ」を使うことで、ねじ穴の加工もできます。
穴あけ加工で使われる工作機械

穴あけ加工には「NCボール盤」をはじめ、さまざまな工作機械が使われます。
ボール盤:引用元: 工作機械の種類と加工方法「ボール盤」
ドリル工具を回転させて穴あけ加工を行う機械で、リーマ仕上げ、ねじ立てなどの加工も行うことができます。








穴あけ加工の種類について

穴あけ加工には、穴の精度や目的によって、さまざまな種類があります。
- 穴あけ加工
-

基本的な穴あけ加工です。
さまざまなドリルを使い分けることで、さまざまな穴をあけます。
ワークを貫通する穴を「通し穴」、貫通していない穴を「止まり穴」とよびます。大きな穴は、まず下穴をあけ「中ぐり加工」で大きく拡張するのが一般的です。
加工には、「ツイストドリル」をはじめ、さまざまな種類のドリルが使われます。

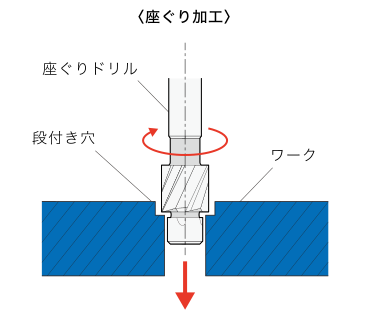
- 座ぐり加工
-
ねじ穴に、深さ1mmほどの段付き穴を追加工することで、表面をたいらにし、ねじの締め付けをよくする加工方法です。
鋳造や鍛造でつくられたねじ穴に、使われています。
(深座ぐり加工では、深い段付き穴を追加工することで、ボルトやねじの頭を隠します)加工には、「座ぐりドリル」や「エンドミル」「沈めフライス」などを使います。
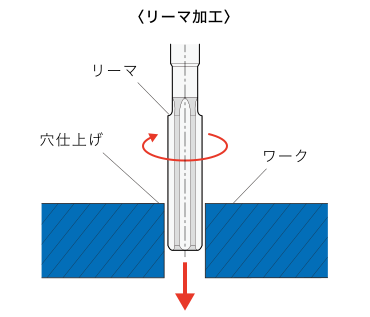
- リーマ加工
-
ドリルであけた穴の内径を、精度よく仕上げる加工方法です。
穴の真円度や内径の寸法精度を上げて、内面のドリル跡をなめらかに仕上げます。加工には、「リーマ」を使います。
- タップ加工
-
ドリルであけた下穴に、めねじをつくる加工方法です。
「ねじ切り」ともよばれ、加工には「タップ」を使います。タップの回転と送りを完全に同期(シンクロタッピング)させることで、精度の高いねじ切りができます。

穴あけ加工に使われる「ドリル」の種類と構造

ドリルは、先端に切れ刃をもった、基本的な加工工具です。
そのためエンドミルとは違い、ドリルの側面で金属を削ることはできません。
NC工作機械では、切粉を排出性とクーラントの潤滑性をよくするため、らせん状の溝がついているものが一般的です。
この溝によって、切粉の絡まりや付着による加工不良を防ぐことができます。
ドリルシャンクの種類(穴あけ加工)
ドリルは、「シャンク」とよばれる本体と「切れ刃」で構成されています。
シャンクには、テーパタイプとストレートタイプがあります。
テーパシャンク

シャンクに、テーパー状の勾配がついたドリル。
Φ13mmを超えるドリルで使われ、ほとんどのNC工作機械で採用されています。
テーパー形状により、ドリルの保持力が高くなるため、回転による振動に強くなります。
ストレートシャンク

シャンクが円筒になっているドリル。
Φ13mm以下の小径ドリルで使われ、NC卓上ボール盤などの小型の機械で採用されています。
ドリルの構造(穴あけ加工)
ドリルの構造は、切れ刃によって3つに分けられます
ソリッドドリル

高速度工具鋼(ハイス)や超硬合金から削り出された、一体成型のドリルです。
摩耗したドリルは、NC工具研削盤で再研磨して使われます。
チップ交換式ドリル

使い捨てのチップ(切れ刃)をねじで固定した、交換式のドリルです。
チップには、高速度工具鋼(ハイス)や超硬合金、ダイヤモンドなどが使われます。
マシニングセンタなどの量産ラインで、多く採用されています。
ヘッド交換式ドリル

ドリルの先端がまるごと交換できる、交換式のドリルです。
チップ交換式よりも、加工精度が高いのが特徴です。
マシニングセンタなどの量産ラインで、多く採用されています。
ドリルの種類(穴あけ加工)
用途にあわせてさまざまな種類があります。
代表的なドリルを紹介します。
ツイストドリル

代表的なドリルで、ドリルといえばツイストドリルのことを指します。
先端の切れ刃で穴をあけ、らせんの溝から切粉を排出します。
浅い穴をあけるための太くて短いドリル(刃先の長さがドリル径の3倍程度)は、スタブドリルともよばれます。
油穴付きドリル

ドリルの先端(クーラントホール)からクーラントを供給します。(切削油の内部給油方式)
切粉の排出とドリルの冷却に効果的です。
センタ穴ドリル

NC旋盤やNC円筒研削盤でつかわれる、ワーク固定用のセンタ穴をあけるドリルです。
ドリルの先端は、センタとおなじ〈60°〉になっています。
ガンドリル

穴径の10~50倍以上の、深い穴の加工で使われるドリルです。
油穴付きで、クーラントを奥まで供給しながら、切粉の排出とドリルの冷却を行います。
深穴加工は、ドリルのソリや折損が多く加工がむずかしいため、ガンドリルマシンなどの専用機械も使われます。
座ぐりドリル

座ぐり加工でつかわれるドリルです。
タップ加工用の下穴を同時にあけられる「段付き」のものもあります。
段付きドリル

段付き穴をあけるためのドリルです。
違う直径の穴を、同時にあけます。
バニシングドリル

溝が縦に入ったドリルです。
リーマ加工に近い精密な穴あけ加工ができ、アルミダイカストや鋳鉄など、やわらかい金属の穴あけに適しています。
ツイストドリルにくらべシンプルで剛性が高いため、穴のカタチにあわせた特殊ドリルをつくることができます。
タップについて

タップは、タップ加工に使われる専用工具です。
ドリルであけた穴の内面に、めねじのねじ山を刻むために使われます。
加工中にタップが折れてしまうと、取り除くことがむずかしいため注意が必要です。
タップ折れには、専用の除去工具や「放電加工」を使った除去が行われます。
折れを防ぐするため、ねばりの強い「高速度工具鋼(ハイス)」のタップが主流です。
ポイントタップ

溝が縦に入ったタップです。
切粉を直進方向に押し出すため、とおり穴(貫通する穴)のタップ加工で使われます。
スパイラルラップにくらべ剛性が高く、折れにくいのが特徴です。
スパイラルタップ

らせん状の溝が入ったタップです。
切粉を外に排出するため、止まり穴(貫通しない穴)のタップ加工で使われます。
とおり穴の加工もできるため、広く使われています。
スレッドミル

工具の外周にねじ山状の切れ刃をもった、エンドミルのなかまです。
NCのヘリカル補間機能を使い、工具をらせん状に動かしながら、ねじ山を削る「プラネタリータッピング」で使われます。
加工ワークの外周に「おねじ」を切ることもできます。
タップにくらべ汎用性が高く、工具が折れた場合の取り除きもかんたんです。
リーマについて

リーマは、リーマ加工に使われる専用工具です。
ドリルであけた穴の内面を、さらに精密に仕上げるために使われます。
素材には、高速度工具鋼(ハイス)や、超硬合金が使われています。
穴あけ加工とは?まとめ
この記事では、穴あけ加工の現場で使われている工作機械や、ドリル・タップ・リーマの種類を通して、穴あけ加工の基本について解説しました。
量産加工の6割を占めているといわれる「穴あけ加工」を知ることで、工場の生産性向上のカギとなればうれしいです。
穴あけ加工の関連用語
1分でわかる要約をみる
この記事の著者・監修者

- 甲斐 智(Satoshi Kai)
-
1979年 神戸生まれ、多摩美術大学修了後、工作機械周辺機器メーカーに入社。
2020年に株式会社モノトを設立。長年に渡り工作機械業界・FA業界のWebマーケティングに携わる。
researchmap ID:R000028669
J-GLOBAL ID 202101006017437323 - 所属
-
- 株式会社モノト 代表
- 一般社団法人日本機械学会 特別員
- 公益社団法人精密工学会 賛助
- 東京商工会議所
- 立川商工会議所
- 掲載・登録
- 運営サイト














