


フライス加工とは?フライス加工とフライス・エンドミルの比較
- 更新日:
- 2025/10/15 (公開日: 2020/05/19 ) 著者: 甲斐 智
フライス加工は、固定した加工ワークに〈回転する刃物〉をあてて削る「除去加工」のひとつ。
エンジン部品の切削から金型の削り出しまで、 さまざまな業界で広く使われている、金属加工を代表する加工方法 です。
この記事では、フライス加工で使われるNC工作機械や、意外とわかりにくい「フライス」と「エンドミル」の違いなど、フライスにまつわる用語を解説しています。

フライス加工ってどんな加工?
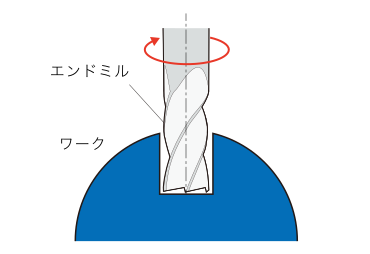
フライス加工は、固定した加工ワークに〈回転する刃物〉をあてて削る加工方法です。
「フライス」や「エンドミル」とよばれる工具を使い、加工ワークの平面・側面・溝を削り出します。
角もの(かくもの)とよばれる、四角い部品の切削加工に適しています。
フライス加工で使われるNC工作機械

フライス加工には、さまざまなNC工作機械が使われます。
なかでも「マシニングセンタ」を使った加工が多いため、現場では[フライス加工≒マシニング加工]ともよばれます。
フライス盤:引用元:フライス盤工|大阪ハローワーク
フライス盤は、「ミル」という回転工具を用いて、機械の可動式テーブルに固定した材料を動かしながら切削加工を行う工作機械です。
フライス盤は、角型形状や多角形形状のものを加工でき、きれいな平面を正確に仕上げたりする加工を得意としています。




フライス加工の種類について
フライス加工の種類は、大きく5つに分けられます。
工作機械の主軸の向きや加工する面積によって、さまざまなフライス工具を使い分けます。
平面加工

加工ワークの平面を削るフライス加工です。
フライス工具の使い方によって、加工方法がことなります。
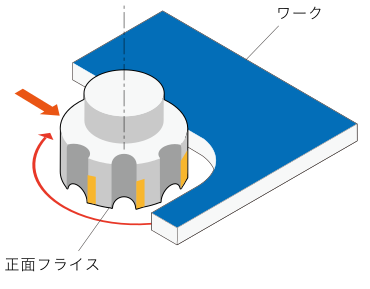
- 「正面フライス(フェイスミル)」による平面加工
-

広い面積を効率的に削ります。
もっとも一般的な加工方法です。
- 「エンドミル」による平面加工
-
削れる面積は少ないですが、エンドミル一本でさまざまな加工ができるため、刃物の交換が少なく済みます。

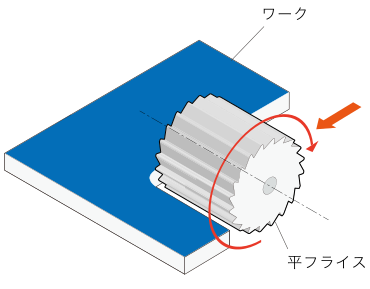
- 「平フライス」による平面加工
-
NC横フライス盤を使い、加工ワークの上面を削ります。
荒加工や中仕上げに適しています。
側面加工

加工ワークの側面を削るフライス加工です。
フライス工具の使い方によって、加工方法がことなります。
- 「正面フライス(フェイスミル)」による側面加工
-
横型マシニングセンタを使い、加工ワークの側面を削ります。
広い面積を効率的に削ることができます。

- 「エンドミル」による側面加工
-
エンドミルの外周の刃で、加工ワークの側面を削ります。
もっとも一般的な加工方法です。

- 「側フライス(がわふらいす」による平面加工
-
NC横フライス盤を使い、加工ワークの側面を削ります。
荒加工や中仕上げに適しています。

段差加工

平面と側面を同時に削りながら、段差をつくります。
フライス工具の使い方によって、加工方法がことなります。
- 「正面フライス(フェイスミル)」による段差加工
-
正面フライス(フェイスミル)の底と外周の刃で、加工ワークの段差を削ります。
広い面や、低い段差の加工に適しています。

- 「エンドミル」による段差加工
-
エンドミルの底と外周の刃で、加工ワークの段差を削ります。
狭い面や、高い段差の加工に適しています。
- 「側フライス(がわふらいす)」による段差加工
-
NC横フライス盤を使い、加工ワークの段差を削ります。
平面加工や、側面加工のながれで使われることが多いです。

溝加工

加工ワークに溝をつくるフライス加工です。
フライス工具の使い方によって、加工方法がことなります。
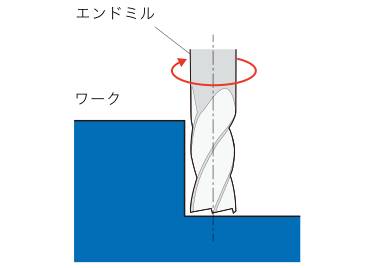
- 「エンドミル」による溝加工
-
もっとも一般的な加工方法です。

- 「エンドミル」によるポケット加工
-
凹状の加工に適しています。

- 「エンドミル」によるヘリカル加工
-
ドリルではむずかしい、大きな穴の加工に適しています。
マシニングセンタの〈ヘリカル補間機能〉を使い、エンドミルをらせん状に動かします。

- 「側フライス」「溝フライス」による溝加工
-
NC横フライス盤を使い、加工ワークの溝を削ります。
深い溝を削るときに使われます。

そのほかの溝加工
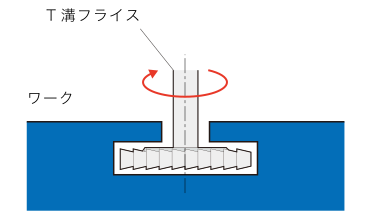
- T溝加工
-
加工ワークに〈T形の溝〉をつくるための溝加工です。
T溝はマシニングセンタのテーブルなど、固定ボルトを通す溝として使われます。
加工には「T溝フライス」を使います。
- アリ溝加工
-
加工ワークに〈アリ溝〉をつくるための溝加工です。
アリ溝は、シリンダーや位置決めステージの案内機構として使われます。
加工には「アリ溝フライス」を使います。

- キー溝加工
-
加工ワークに〈キー溝〉をつくるための溝加工です。
キー溝は、機械部品をはめ込むための溝として使われます。
加工には「エンドミル」や「溝フライス」を使います。
- スリット加工
-
加工ワークに浅いスリットや、深い切り込みを入れるための溝加工です。
加工には「メタルソー」や「スリワリフライス」を使います。

さまざまな加工

- C面取り加工
-
加工ワークの角を〈45°〉に削り、面取りをする加工です。
さわると危険な「鋭い角」を落とし、切削のバリも同時に除去します。C面取りには専用の面取りツールや、エンドミルが使われます。

- 総形加工
-
あらかじめ「所定のカタチ」に成形された工具を使って削るフライス加工です。
複雑なカタチを、効率よく加工することができます。加工ワークのカタチによって、「総形フライス」「総形エンドミル」などの工具が使い分けされます。

フライス工具の種類について

フライス加工で使われる「フライス工具」には、用途にあわせてさまざまな種類があります。
ここでは、基本的なフライス工具をご紹介します。
エンドミル

工具の外周と底面に切れ刃をもった、代表的なフライス工具です。
ドリルと似ていますが、外周の刃でも加工ができます。
正面フライス(フェイスミル)

工具の円周上に複数の切れ刃をもった、フライス工具です。
「フェイスミル」や「フェイスカッター」ともよばれ、加工ワークの平面を効率的に削ります。

使い捨ての切れ刃(スローアウェイチップ)をねじで固定した、交換式の「植付けフライス」が主流。
切削抵抗の共鳴によるびびりを抑えるために、チップや刃先を不均等に並べた「不等ピッチ」「不等リード」などの種類もあります。
平フライス(ひらふらいす)

工具の外周に切れ刃をもった、筒状のフライス工具です。
「プレーンカッター」ともよばれ、NC横フライス盤による平面加工で使われます。
荒加工用の荒刃と、仕上げ用の普通刃があります。
側フライス(がわふらいす)

外周と側面に切れ刃をもった、円盤状のフライス工具です。
「サイドカッター」ともよばれ、NC横フライス盤の側面加工や溝加工で使われます。
メタルソー/スリワリフライス

スリット加工で使われる、側フライスを薄くしたフライス工具です。
メタルソーは浅いスリットの加工、スリワリフライスは深い切り込みや、加工ワークの切断に使われます。
溝フライス

外周に切れ刃をもった、円盤状のフライス工具です。
「スロットカッター」ともよばれ、NC横フライス盤の溝加工で使われます。
T溝加工で使われる「Tスロットカッター」や、アリ溝加工で使われる「アリ溝カッター」などもあります。
フライスとエンドミルの違い

エンドミルは工具の外周と先端に切れ刃をもった、フライス工具のひとつです。
見た目はドリルと似ていますが、外周の刃を使い加工ワークの側面を削ることができます。
さまざまなフライス加工が1本でできるため、万能工具として使われています。
(エンドミルだけを使った加工は「エンドミル加工」ともよばれます)
エンドミルの構造
エンドミルの切れ刃の構造によって、3つに分けられます。
スローアウェイエンドミル

使い捨てのチップ(切れ刃)をねじで固定した、刃先交換式のエンドミルです。
マシニングセンタなどの量産ラインで使われます。
チップには、高速度工具鋼(ハイス)や超硬合金、ダイヤモンドなどが使われます。
ソリッドエンドミル
高速度工具鋼(ハイス)や超硬合金から削り出された、一体成型のエンドミルです。
摩耗したエンドミルは、NC工具研削盤で再研磨して使うことができます。
ロウ付け(ろう付け)エンドミル
工具の本体に切れ刃をロウ付けしたエンドミルです。
ソリッドタイプよりコストが低いため、直径の大きなエンドミルに使われます。
ロウ付け(ろう付け)は金属の接合技術のひとつです。引用元:ろう付け作業|都立職業能力開発センター

母材よりも融点の低い金属(銀ロウ・はんだなどのロウ材)を溶解させ、異種金属同士を接合します。
強い接合強度で、超硬・タングステン・サーメットなどの刃先を工具に接合することができます。
エンドミルの種類
エンドミルの刃先のカタチによって、5つに分けられます。
フラットエンドミル

刃先の先端が「平坦」になっているエンドミルです。
汎用性が高く、平面・側面・段差・溝加工に広く使われます。
刃先の角が鋭利なため、カケに注意が必要です。
ラジアスエンドミル

刃先の先端に、R(丸み)がついたエンドミルです。
スクエアエンドミルにくらべ、カケにくく強度が高いのが特徴です。
加工ワークの隅の曲面加工ができるため、金型加工にも適しています。
ボールエンドミル

刃先の先端が「球状」になったエンドミルです。
切削抵抗が少なく切れ味が高いため、金型加工をはじめ、仕上げ加工や3次元曲面などの5軸加工に適しています。
テーパエンドミル

刃先の先端に向かって、細く勾配のついたエンドミルです。
加工ワークの側面に角度を付けたい時に使われます。
ラフィングエンドミル

フラットエンドミルの側面に、波状の凹凸がついたエンドミルです。
切粉の排出性がよく、クーラントによる冷却効果が高いのが特徴です。
荒加工で大きく切り込むときに適しています。
切粉を切断し排出をよくする「ニック(チップブレーカー)」付きのものもあります。
エンドミルの刃数による使い分け
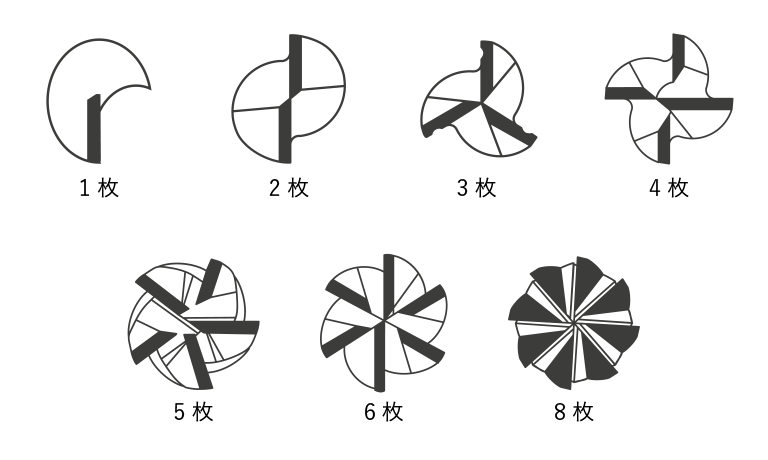
エンドミルの刃数は1〜8枚のものが一般的で、工具外径を測定・管理しやすい2枚刃・4枚刃などの「偶数刃」がよく使われます。
刃数によって、メリット・デメリットがあり使い分けが重要です。
| 刃数が少ない | 剛性が低くたわみやすいため、加工精度に影響しやすい 切粉の排出性がよいため、荒加工に最適 |
|---|---|
| 刃数が多い | 剛性が高く精度が安定するため、仕上げ加工に最適 切粉の排出性が悪い、切粉の詰まりや作業性に影響しやすい |
| 偶数刃 | 工具外径を測定しやすいため、再研磨や工具管理が容易 |
| 奇数刃 | 工具外径を測定しにくいため、再研磨や工具管理が難しい 工具の共振が少なく、一定の条件下では「ビビリ」の発生を抑えることができる |
フライス回転方向による、アップカットとダウンカットの違い
平フライスや側フライスなど、工具の外周に切れ刃をもったフライスには、回転方向によってふたつの加工方法があります。
(この原則はエンドミルでも同じです。図面を上から見た向きに置き換えてご覧ください)
アップカット(上向き削り)

フライスの回転方向と、加工ワークの送り方向が「反対」の加工方法です。
特殊な加工条件で使われます。
アップカットのメリットとデメリット
ダウンカット(下向き削り)

フライスの回転方向と、加工ワークの送り方向が「おなじ」加工方法です。
一般的なNC工作機械では、このダウンカットが使われます。
ダウンカットのメリットとデメリット
フライス工具の「ツーリング」と「工具材質」について

フライス工具を知るうえで欠かせない、「ツーリング」と「工具材質」についてかんたんにご紹介します。
フライス工具のツーリングについて
ツーリングは、NC工作機械の「切削工具」を取り付け、保持するための接続機器(インターフェイス)です。
工作機械の主軸と工具をつなぐアダプターの役目をし、ツーリングを使うことでによって、サイズのことなるさまざまな工具を、スムーズに交換できます。

フライス工具の工具材質について
工具に使われる材質は、「硬さ」と「ねばり強さ」によって、加工用途や切削能力が変わります。
また高温での温度特性や耐摩耗性も、材質によって大きく変わります。
加工ワークや、加工内容によって使い分けることがたいせつです。

フライス加工とは?まとめ
この記事では、フライス加工で使われるさまざまな工作機械や、意外とわかりにくい「フライス」と「エンドミル」の違いを通して、フライス加工の基本について解説しました。
フライス加工は旋削加工とあわせて、切削加工の基本のひとつです。
フライスを知ることで、工作機械の世界を知るきっかけとなればうれしいです。
フライス加工の関連用語
- アップカット
- アリ溝加工
- 側フライス
- キー溝加工
- 正面フライス
- スリット加工
- スリワリフライス
- スローアウェイエンドミル
- 総形加工
- 側面加工
- 側面加工(エンドミル)
- 側面加工(正面フライス)
- 側面加工(側フライス)
- ソリッドエンドミル
- ダウンカット
- 段差加工
- 段差加工(エンドミル)
- 段差加工(正面フライス)
- 段差加工(側フライス)
- テーパエンドミル
- 平フライス
- フェイスミル
- フライス
- フライス加工
- フラットエンドミル
- 平面加工
- 平面加工(エンドミル)
- 平面加工(正面フライス)
- 平面加工(平フライス)
- ヘリカル加工
- ボールエンドミル
- ポケット加工(エンドミル)
- 溝加工
- 溝フライス
- メタルソー
- ラジアスエンドミル
- ラフィングエンドミル
- ロウ付けエンドミル
- C面取り加工
- T溝加工
1分でわかる要約をみる
この記事の著者・監修者

- 甲斐 智(Satoshi Kai)
-
1979年 神戸生まれ、多摩美術大学修了後、工作機械周辺機器メーカーに入社。
2020年に株式会社モノトを設立。長年に渡り工作機械業界・FA業界のWebマーケティングに携わる。
researchmap ID:R000028669
J-GLOBAL ID 202101006017437323 - 所属
-
- 株式会社モノト 代表
- 一般社団法人日本機械学会 特別員
- 公益社団法人精密工学会 賛助
- 東京商工会議所
- 立川商工会議所
- 掲載・登録
- 運営サイト














