


旋削加工とは?旋削加工の種類と旋削で使われるバイトを解説
- 更新日:
- 2025/10/15 (公開日: 2020/05/22 ) 著者: 甲斐 智
旋削加工(せんさく)は、回転する加工ワークに〈固定した刃物〉をあてて削る「除去加工」のひとつ。
自動車シャフトの切削からスマホ用精密部品の削り出しまで、 さまざまな業界で広く使われている、金属加工を代表する加工方法 です。
この記事では、旋削加工で使われる工作機械やバイトの種類、「構成刃先」による加工不良の原因などを解説しています。

旋削加工ってどんな加工?
旋削加工(せんさく)は、回転する加工ワークに〈固定した刃物〉をあてて削る加工方法です。
「バイト」とよばれる刃物を使い、加工ワークの外周や端面などを削り出します。
丸ものとよばれる、円筒部品の加工に適しています。
旋削加工で使われる工作機械

旋削加工には、さまざまなNC工作機械が使われます。
なかでも「NC旋盤」を使った加工が多いため、現場では[旋削加工≒旋盤加工]ともよばれます。
旋盤加工:引用元:目と手で確認しながら高い精度を実現|厚生労働省
「丸型の金属加工部品のほとんどは旋盤加工されています。私が手がけるのは直径0・3㎜~500㎜まで、材質は各種あり形状も多様で、普段目にする車のホイールやねじなども旋盤によるものです。一般的なものは大量生産で加工しますが、一品物で精度を求められるものは、目と手と耳で確認しながら手作りします」


旋削加工の種類について

旋削加工の種類は、大きく5つに分けられます。
加工方法によって、さまざまなバイトを使い分けます。
外周加工

加工ワークの外周を削る旋削加工です。
加工には、片刃バイトや剣バイトを使います。
- 外丸削り
-

加工ワークの外周を削り、外径を小さくします。
もっとも基本的な加工方法です。

- 段削り
-
加工ワークの外周を削り、段差を付けます。
削られた加工ワークは、階段状になります。

- テーパ削り
-
加工ワークの外周を斜めに削り、勾配を付けます。
削られた加工ワークは、円すい形になります。

- 曲面削り
-
加工ワークの外周を曲面状に削ります。
削られた加工ワークは、曲面・球面状になります。

- 溝入れ
-
加工ワークの外周に溝をつくります。
加工には、突っ切りバイトを使います。

- 突切り
-
加工後のワークを切り落とします。
溝入れとおなじ要領で、加工ワークの中心まで切り込みを入れます。

- ローレット切り
-
加工ワークの外周に、ギザギザの模様を付けます。
ローレットは、つまみや部品の滑り止めとして使われます。

端面加工
加工ワークの端面を削る旋削加工です。
加工には、片刃バイトや剣バイトを使います。
- 端面削り
-
加工ワークの端面を削り、平面に整えます。
反対側の端面を削る場合は、加工ワークを持ち替える必要があります。

- 正面削り
-
加工ワークの端面を削り、段や溝をつくります。

- 面取り
-
加工ワークの角にできたバリを削り落とします。

穴あけ加工
加工ワークに穴をあける旋削加工です。
加工には、ドリルや中ぐりバイトを使います。
- 穴あけ
-
加工ワークの中心に穴をあけます。
タレット(旋回式の刃物台)や、心押台にドリルを装着して加工します。

- 中ぐり(なかぐり)
-
加工ワークにあけた穴をくり広げます。
直径の大きな穴の加工や、内面の仕上げで使われます。
(中ぐり加工については、こちらでもご紹介しています)

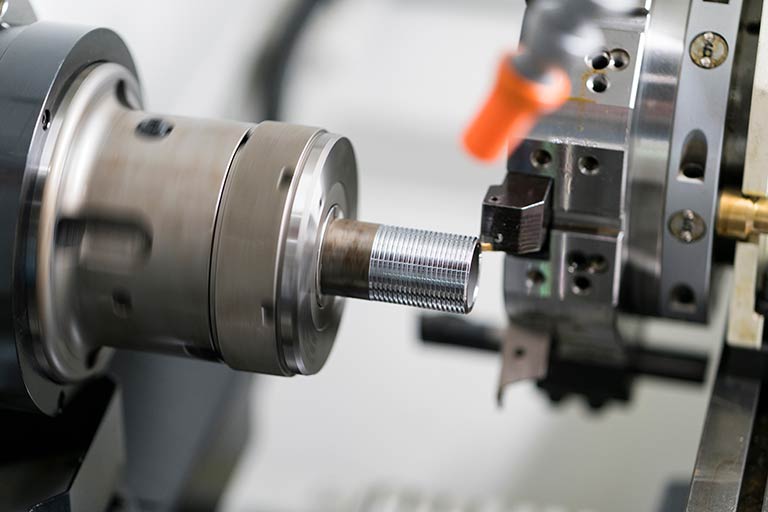
ねじ加工
加工ワークの外周や内面に「ねじ山」をつくる旋削加工です。
- おねじ切り
-
加工ワークの外周に、おねじを削り出します。
加工には、おねじ切りバイトを使います。

- めねじ切り
-
加工ワークの内面に、めねじを削り出します。
加工には、めねじ切りバイトを使います。

総形加工
あらかじめ「所定のカタチ」に成形された工具を使って削る旋削加工です。
複雑なカタチを、効率よく削ることができます。
加工には、総形バイトが使われます。
ポリゴン加工
加工ワークと工具を同期回転させながら、多角形に削る旋削加工です。
工具の刃先の数によって、さまざまな多面体の加工ができます。
バイトの種類について

バイトは、棒状の金属の先に切れ刃をもった、旋削加工用の工具です。
NC旋盤以外にも、「ターニングセンタ」や「削り盤」など、さまざまな工作機械で活用されます。
ここでは、代表的なバイトの一部を紹介します。
片刃バイト

もっとも基本的なバイトです。
外周加工や端面加工など、さまざまな旋削加工で広く使われます。
剣バイト

刃先が剣のようにとがったバイトです。
曲面削りやテーパ削りなど、複雑なカタチの旋削加工で使われます。
剣先によって、真剣バイト・平剣バイト・斜剣バイトなど、さまざまな種類があります。
突切りバイト

薄い形状のバイトです。
溝入れや突切りなどに使われます。
中ぐりバイト

中ぐり加工で使われる丸棒のバイトです。
「ボーリングバー」ともよばれ、NC中ぐり盤でも利用されます。
ねじ切りバイト
ねじ切りで使われる専用のバイトです。
先端は、一般的なねじ山とおなじ〈60°〉になっていて、数回に分けてなぞるように切り込みます。
おねじ用とめねじ用があります。
ローレット工具

ローレット切りで使われる専用のバイトです。
加工ワークの外周に、つまみや部品の滑り止めとして使われる「ローレット」を刻みます。
ロータリーバイト
交換式の回転チップを搭載したバイトです。
旋削中にチップが回転するため、チップの刃先全周をムダなく使うことができます。
バイトの構造について

バイトは、「シャンク」とよばれる本体と「チップ」とよばれる切れ刃で構成されています。
構造によって、3つに分けられます。
スローアウェイバイト

使い捨てのチップをねじで固定した、刃先交換式のバイトです。
ほとんどのNC旋盤で採用されています。
チップには、超硬合金やサーメット、ダイヤモンドなどが使われます。

ロウ付けバイト(ろう付け)

シャンクにチップをロウ付けしたバイトです。
「付け刃バイト」ともよばれます。
ロウ付け(ろう付け)は金属の接合技術のひとつです。引用元:ろう付け作業|都立職業能力開発センター

母材よりも融点の低い金属(銀ロウ・はんだなどのロウ材)を溶解させ、異種金属同士を接合します。
強い接合強度で、超硬・タングステン・サーメットなどの刃先を工具に接合することができます。
ソリッドバイト
高速度工具鋼(ハイス)や超硬合金から削り出された、シャンクとチップの一体成型のバイトです。
摩耗した刃先は、NC工具研削盤で再研磨して使うことができます。
「ムクバイト」や「完成バイト」ともよばれます。
旋削加工による切粉の種類

旋削加工(主に旋盤)で発生する切粉のカタチは、金属材料の種類や加工の良し悪しによってさまざまに変わります。
切粉はワークの密着不良など加工不良の原因となるため、切削油(クーラント)による確実な洗浄がかかせません。
引用元:切屑の種類|独立行政法人 産業技術総合研究所

流れ形(切粉の種類)
流れ形の切粉は、バイトのすくい面から流れるようにして排出される切粉です。
理想的な切粉で、切削抵抗のバラツキが少ない良好な仕上げ面になります。
(柔らかいワークで現れやすい切粉です)
切粉がつながったまま排出されるため、チップブレーカなどによる切断が必要です。
せん断形(切粉の種類)
せん断の切粉は、せん断面から短くバラバラ(粉状)に排出される切粉です。
切削抵抗が不安定なため、仕上げ面はやや劣ります。
(硬くてもろいワークで現れやすい切粉です)
むしれ形(切粉の種類)
むしれ形の切粉は、ワーク表面からむしられるように排出される切粉です。
切削抵抗が大きくキズあとも残るため、仕上げ面は劣ります。
切削速度を上げ切り込み量を浅くすることで、改善できる場合があります。
き裂形(切粉の種類)
き裂形の切粉は、ワーク表面に食い込みながらボロボロと排出される切粉です。
ワーク表面にき裂が生じるため、仕上げ面は最も劣ります。
(鋳鉄などのもろいワークで現れやすい切粉です)
切削速度を上げることで、改善できる場合があります。
構成刃先とは?発生の仕組みと対策

旋削加工で注意しなければいけないのが、「構成刃物」の発生です。
構成刃先とは、加工ワークの切粉がバイトに溶着し、刃先(切れ刃)の一部になってしまう現象です。

構成刃先は、発生・蓄積・脱落を繰り返します。
そのためバイトの切り込み量が不規則に変わってしまい、加工精度が低下。
構成刃物が発生すると、切粉で加工ワークの表面を引っかく状態になるため、加工面が粗くなってしまいます。
ステンレス鋼・アルミニウムなどの、やわらかい加工ワークで発生しやすくなります。
構成刃物を防ぐには
構成刃先を防ぐには、さまざまな方法がとられます。
1. 加工温度を上げる
加工の表面温度を600℃以上にあげることで、切粉の硬化を防ぎ、構成刃先の付着を防ぎます。
温度は加工ワークの回転数を速くしたり、深く切り込むことで上げることができます。
2. 刃先の角度を大きくする
刃先の角度を大きくすることで、構成刃先の付着を防ぎます。
高温に弱い、高速度工具鋼(ハイス)のバイトに有効です。
3. 刃先の材質を変える
バイトの材質を加工ワークと親和性の低いもに変えることで、構成刃先の発生を防ぎます。
これら以外にも、振動やクーラントを利用し、構成刃物の付着を防ぐ方法もあります。旋削加工とは?まとめ
この記事では、旋削加工で使われるさまざまな工作機械やバイトの種類を通して、旋削加工の基本について解説しました。
旋削加工はフライス加工とあわせて、切削加工の基本のひとつです。
旋削を知ることで、工作機械の世界を知るきっかけとなればうれしいです。
旋削加工の関連用語
1分でわかる要約をみる
この記事の著者・監修者

- 甲斐 智(Satoshi Kai)
-
1979年 神戸生まれ、多摩美術大学修了後、工作機械周辺機器メーカーに入社。
2020年に株式会社モノトを設立。長年に渡り工作機械業界・FA業界のWebマーケティングに携わる。
researchmap ID:R000028669
J-GLOBAL ID 202101006017437323 - 所属
-
- 株式会社モノト 代表
- 一般社団法人日本機械学会 特別員
- 公益社団法人精密工学会 賛助
- 東京商工会議所
- 立川商工会議所
- 掲載・登録
- 運営サイト














