


切削油とは?切削油・クーラントの効果と種類・選び方を解説
- 更新日:
- 2025/10/15 (公開日: 2020/04/24 ) 著者: 甲斐 智
切削油(せっさくゆ)は、NC工作機械で使われる「潤滑油」です。
加工ワークと工具との表面に油の膜をつくり、
〈潤滑〉〈冷却〉〈洗浄〉
の役目をはたします。
わずかな金属のスキマや凹凸にも浸透し、金属どうしの摩擦を軽減する効果があります。
600~1000℃にものぼる切削加工の発熱を抑える効果もあるため、「クーラント」ともよばれます。
この記事では、切削油の種類から給油方法、切削油を使わない「セミドライ加工 MQL」などの最新キーワードまで、切削油にまつわる用語を解説しています。

切削油(クーラント)の効果とは?
切削油には、〈潤滑〉〈冷却〉〈洗浄〉の効果があります。
これらの効果は、
高い生産性がもとめられる「NC工作機械」の自動加工
にはかかせません。
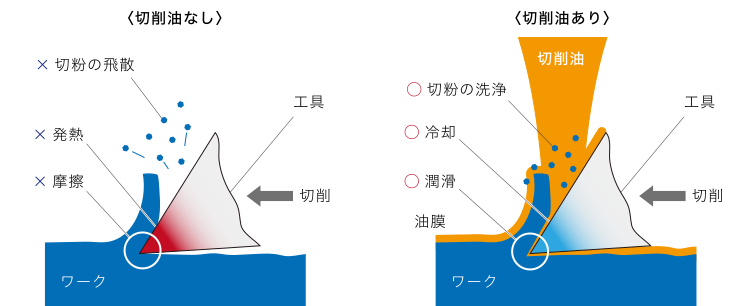
切削油の〈潤滑〉効果
加工ワークと工具とのあいだに切削油が浸透し、潤滑します。
わずかなスキマや凹凸にも浸透し、摩擦が減ることで、さまざまな効果が得られます。
- 工具の摩耗が少なくなり、工具の寿命が伸びる
- 切削の抵抗が少なくなり、小さな力で加工ができる
- 構成刃先の発生を防ぎ、加工面の精度が向上
切削油の〈冷却〉効果
600~1000℃ にものぼる切削加工時の発熱を抑えます。
(とくに熱伝導率の低いステンレスなどのワークは、熱が逃げにくく高温になります)
発熱を抑えて冷やすことで、さまざまな効果が得られます。
- 工具の熱変形が少なくなり、工具寿命が伸びる
- ワークや工具の熱変位を防いで、加工精度が安定
- 高速加工が実現
切削油の〈洗浄〉効果
切削中に発生する「切粉」を流し落とし、洗浄(フラッシング)します。
切粉を確実に洗い流すことで、加工中のトラブルを未然に防ぎます。
最新鋭のマシニングセンタでは、切粉の堆積量をカメラで監視し、洗浄を行う自動化システムなどもあります。
- 切粉の付着によるワークのキズを防止
- 切粉の詰まりや、積もった切粉による加工不良を防止
- からまった切粉による工具の折れを防止
切削油とクーラントの違い?

切削油は主に「潤滑・洗浄」、クーラントは主に「冷却」の効果があります。
特にマシニングセンタなどの高速加工では「冷却」が重視されることから、冷却効果の高い「水溶性切削油」はクーラントともよばれます。
現場では[切削油≒クーラント]として扱われることが多く、「不水溶性切削油」も含めてクーラントとよぶ場合もあります。
切削油(クーラント)の種類と選び方

切削油は、「不水溶性」と「水溶性」に大きく分けられます。
数多くの種類が市販されており、加工の内容にあわせて使い分けることが重要になります。
切削油剤の種類:引用元: 全国工作油剤工業組合「切削油剤の種類」
切削油剤には、そのまま使用する不水溶性切削油剤と水で希釈して使用する水溶性切削油剤があります。
不水溶性切削油剤は潤滑作用に重点をおき、鉱油に種々の潤滑添加剤を加えたものです。
水溶性切削油剤は 水の優れた冷却性と安全性に着目し、潤滑成分を水で希釈できるようにしたものです。
切削油の種類
不水溶性切削油

不水溶性切削油は、油が主成分の切削油です。
「潤滑」の効果が高く、高い精度がもとめられる切削加工で使われます。

原液のまま薄めずに使うため、「ストレートオイル」ともよばれ、NC工作機械やワークのサビを防ぐ効果もあります。
水溶性にくらべて劣化しにくいですが、引火などの危険があるため、無人運転には注意が必要です。
不水溶性切削油には、2種類あります
〈活性形〉
難加工材や、歯車加工などの低速加工に使われます。
加工精度の向上に効果を発揮します。
〈不活性形〉
軽切削や、やわらかい金属の加工に使われます。
工具の寿命向上に効果を発揮します。
水溶性切削油(水溶性クーラント)

水溶性切削油は、水と油を混ぜ合わせた切削油です。
「冷却」の効果が高く、マシニングセンタの高速加工で広く使われています。

水で薄めて使うため引火の危険性がなく、無人の自動運転にも最適ですが、バクテリアによる劣化があるため、頻繁なメンテナンスが必要です。
水溶性切削油剤には、3つの種類があります
〈エマルション〉
水・油・界面活性剤でつくられた、水溶性の切削油です。
油の粒子が大きく、乳白色の液体です。
汎用性が高いため、マシニングセンタで多く使われています。
〈ソリューブル〉
水・油・界面活性剤・可溶性物質でつくられた、水溶性の切削油です。
油の粒子が小さく、半透明の液体です。
冷却性と浸透性に優れています。
〈ソリューション〉
水・可溶性物質でつくられた、水溶性の切削油です。
油の粒子がとても小さく、緑色の液体が多いです。
冷却性と耐久性に優れています。
切削油の選び方
切削油の一般的な特徴をまとめました。
(性能はそれぞれのメーカーによってことなります)
| 潤滑性 (高精度加工に最適) |
||||
|---|---|---|---|---|
| 冷却性 (高速加工に最適) |
||||
| 防錆性 | ||||
| 作業性 (安全性や環境性) |
||||
切削油(クーラント)の供給方法
切削油の効果を最大限に引き出すためには、確実な供給がかかせません。
加工中の工具とワークに切削油をとどけるために、さまざまな工夫がされています。
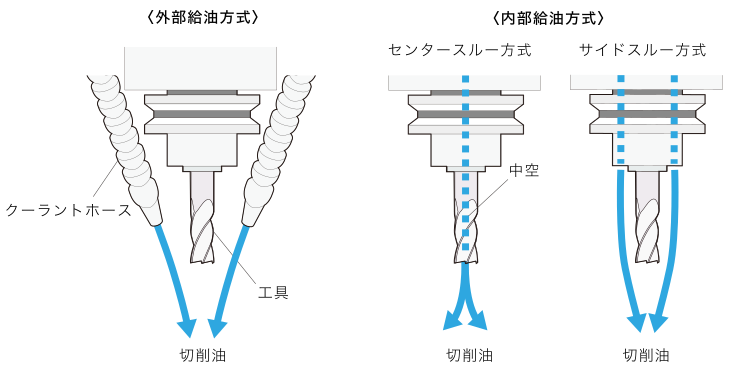
切削油の「外部給油方式」

「クーラントホース」を使い、切削油を加工点にかける方法です。
もっとも一般的な方法で、フレキシブルなクーラントホースによって、切削油をかける位置を手動調整することができます。
(NC制御[Mコード]を使い、ノズル角度を調整できるシステムなども市販されています)

テーブル全体に切削油をかけ、切粉を落とす「シャワークーラント方式」もあります。
切削油の給油には、0.5Mpa程の低圧ポンプが使われます。
切削油の「内部給油方式」


主軸や工具の内部から切削油をかける方法です。
クーラントホースにくらべ高圧で、より正確に切削油を噴射することが可能。
切削油のとどきにくい深穴加工や、切粉を確実に洗い流すために使われます。

専用の主軸とツーリング(オイルホールホルダーなど)が必要なため、コストがかかります。
またATCでは、工具の中に残った切削油を吸い上げる必要があるため、工具の交換時間が長くなります。

工具の先端から切削油を噴射する「センタースルー」と、主軸の周辺から切削油を噴射する「サイドスルー」があります。
センタースルー方式
専用の油穴つきドリルやエンドミルを使い、切削油を高圧で噴射します。
切削油を、加工点の中心に確実にとどけます。
通常の工具にくらべ芯が中空のため、剛性が落ちるので注意が必要です。
切削油の給油には、1.5Mpa程の中圧ポンプが使われます。
サイドスルー方式
主軸の周辺の穴から、切削油を高圧で噴射します。
切削点から遠くなるため冷却効果は落ちますが、センタースルー方式にくらべ高圧で、切粉を確実に洗い流すことができます。
切削油の給油には、15Mpa程の高圧ポンプが使われます。
切削油(クーラント)で使われる添加剤について

切削油には機能や品質向上のため、たくさんの添加剤が含まれています。
よく使われている添加物について、かんたんにご紹介いたします。
| 油性剤 | 工具とワークとの間に皮膜をつくることで摩耗・摩擦を低減します |
|---|---|
| 極圧添加剤 | 工具とワークとの間に皮膜をつくることで摩耗・摩擦を低減し、さらに焼きつきを防止します |
| 酸化防止剤 | 切削油の酸化・腐敗を低減し、性能を長時間維持させる効果があります |
| さび止め・腐食防止剤 | 金属の表面に皮膜を形成し、工作機械本体や加工ワークのサビ・腐食の発生を抑制します |
| 消泡剤 | 加工中のミスト(霧)や泡の発生を抑制し、切削油の潤滑や作業性を向上させます |
切削油を使わない「ドライ加工」「セミドライ加工 MQL」ってなに?

最近では、省エネや環境に配慮した「ドライ加工」や、「セミドライ加工」が増えつつあります。
ドライ加工
切削油をまったく使わない加工を「ドライ加工」とよび、切削油のメンテナンスや廃油の処理が不要で、発熱や切削性に問題がない場合に使われます。
クーラントホースや油穴つきドリルの穴を応用して、冷風を送る方法もあります。
強化プラスチックなどの加工では粉塵が舞い散るため、集塵(しゅうじん)システムがかかせません。
セミドライ加工(MQL)
切削油を霧状(ミスト)にして、少量のクーラントで加工をする方法です。
MQL(Minimal Quantity Lubrication)ともよばれます。
ミスト化した切削油を外部給油や内部給油で噴射することで、少ない切削油を効率よく供給。
クーラントのタンクやポンプが小型になるため、省エネ・省スペースになります。
ミストが人体にはいらないよう、ミストコレクター(吸塵装置)の設置がかかせません。
「切粉」の処理と周辺装置について
切削油で洗い流された切粉は「チップコンベヤー」で機外に搬出されて、「切粉処理装置」で処理されます。
また切粉と分離された切削油は、「ろ過」され再利用されます。
ここではマシニングセンタでの構成をもとに、切削油と切粉の処理について解説します。
チップコンベヤと切粉処理装置

「チップコンベヤー」はテーブルの脇に流された切粉を、機外へ搬出するための装置です。
テーブルや機械の隅に積もった切粉は加工不良の原因となるため、すぐに排出する必要があります。

切粉のサイズは加工ワークの材質によってバラバラのため、さまざまな搬出方法があります。
コンベアで搬出された切粉は、破砕機や圧縮機などの「切粉処理装置」で細かく砕かれ圧縮され、回収業者に引き取られます。
圧縮された切粉は、切削油を完全に分離することはできないため重量があり、腐敗などにも注意が必要です。


- スクリュー方式
-

らせん状のスクリューを回しながら搬送する、直線状のコンベヤです。
切粉を機内から機外に搬出するために使われます。

- プッシュバー方式
-
左右の突起で切粉を押し出しながら搬送する、直線状のコンベヤです。
切粉を機内から機外に搬出するために使われます。

クーラントタンク

切削油を貯めておくためのタンクです。
スラッジとよばれる沈殿物が底に溜まるため「オイルセパレーター」や、磁石で切粉を吸着させる「マグネットセパレーター」などの装置によってろ過されます。
スラッジは切粉のクズや金属片の集まりで、切削油に混じるとワークにキズを付けてしまうため、確実な分離・除去がかかせません。

またクーラントの腐敗を防ぐため、「オイルスキマー」などによる浮上油(混入した作動油など)の回収もかかせません。
クーラントチラー

切削油の温度を管理し、一定の温度に保つための装置です。
マシニングセンタの長時間の稼働には、切削油の温度管理がかかせません。
切削油による機械の熱変位や冷却力の低下を防ぎ、加工精度を安定させます。
ミストコレクター

ミスト(霧)状の切削油を吸引するための装置です。
静電気や吸引フィルターによって、空気中の切削油を吸引して回収します。
ミストを放置してしまうと、健康被害や床のベタつきによるスリップ事故、NC工作機械のトラブルの原因となるため、大変危険です。
切削油(クーラント)とは?まとめ
この記事では、切削油の種類から給油方法、「ドライ加工」「セミドライ加工」の違いなど、切削油にまつわる用語を解説しました。
NC工作機械の加工精度を発揮するためには、切削油を使いこなすことが重要です。
本記事が、加工精度向上のヒントになればうれしいです。
切削油(クーラント)の関連用語
1分でわかる要約をみる
この記事の著者・監修者

- 甲斐 智(Satoshi Kai)
-
1979年 神戸生まれ、多摩美術大学修了後、工作機械周辺機器メーカーに入社。
2020年に株式会社モノトを設立。長年に渡り工作機械業界・FA業界のWebマーケティングに携わる。
researchmap ID:R000028669
J-GLOBAL ID 202101006017437323 - 所属
-
- 株式会社モノト 代表
- 一般社団法人日本機械学会 特別員
- 公益社団法人精密工学会 賛助
- 東京商工会議所
- 立川商工会議所
- 掲載・登録
- 運営サイト














