ツーリングとは?工作機械のツールホルダとBT・BBT・HSKの違い
- 更新日:
- 2025/10/15 (公開日: 2020/04/27 ) 著者: 甲斐 智
ツーリングは、CNC工作機械の「切削工具」を取り付け、保持するための接続機器(インターフェイス)です。
工作機械の主軸と工具をつなぐアダプターの役目を担い、ツーリングを使うことでによって、 サイズのことなるさまざまな工具をスムーズに交換 することができます。
ツーリングには、マシニングセンタ・汎用工作機械・NC旋盤・専用機など機械によってさまざまな種類があります。
この記事では、もっともよく使われる「マシニングセンタ」のツーリングを中心に、ツールホルダーの種類や、「BT」「HSK」などのシャンクについて解説します。

ツーリングの構成について
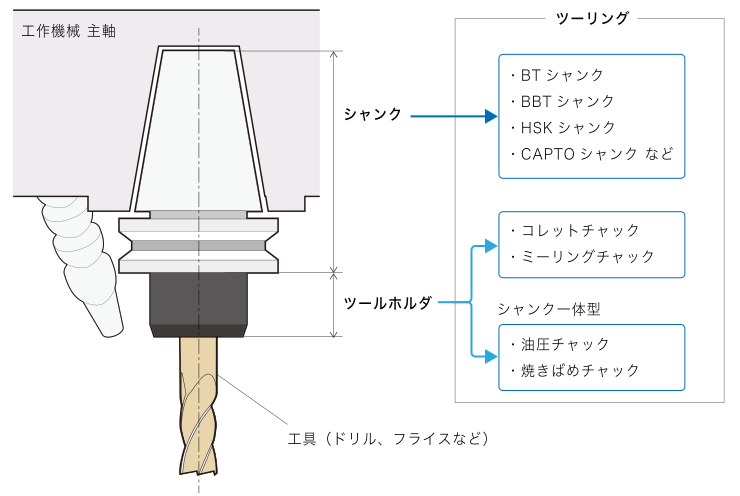
マシニングセンタのツーリングは、切削工具を保持する「ツールホルダー」と、ツールホルダを工作機械の主軸に固定する「シャンク」で構成されています。
工作機械の高い精度を発揮するためには、フレが少なく高速回転時でも確実に工具を保持することができる「高精度ツーリング」がもとめられます。
精度の低いツーリングは、振動の原因にもなり工具寿命の低下につながります。
ツールホルダーの種類

ツールホルダーは、ドリルやフライスなどの切削工具を保持するための周辺機器です。
工具のチャック(固定)方法によって、さまざまな種類があります。
コレットチャック

もっとも基本的なツールホルダーです。
スリット(切り込み)の入ったテーパ状のホルダーに工具を差し込み、外側から締め付けることで、工具を全周で保持。
取付精度が高いためフレが少なく、高速回転の軽切削に向いています。

汎用性が高く、ドリルやエンドミルなどはば広く対応することができます。
工具の取り付けには、作業者の熟練が必要です。
ミーリングチャック

ニードルベアリングの力で工具を締め付けて保持する、ツールホルダーです。
構造上、工具の保持力と剛性が高く、エンドミルを使った重切削に向いています。
汎用性が高く、ドリルやフライスなどにもはば広く対応することができます。
ストレートコレットを仲介することで、さまざまな外径のドリルに対応可能。
ストレートコレットを使わないことで取付精度を向上させた、「超精密ミーリングチャック」もあります。
油圧チャック(ハイドロチャック)

油圧の力で工具を締め付けて保持する、ツールホルダーです。
ホルダー内部に充填されたオイルに高圧を加え、チャック部を変形させることで工具を保持します。
取付精度が高いためフレが少なく、剛性が高いのが特徴です。
リーマ加工などの高精度加工に適しています。
六角レンチで取り付けができるため作業者の熟練が不要で、工具の着脱がかんたんです。
焼きばめチャック
金属の熱膨張・熱収縮を利用したツールホルダーです。

ツールホルダー本体を300℃に加熱し、取付穴を熱膨張で広げ工具を挿入→その後冷却し、熱収縮の力で工具を保持。
構造がシンプルなため、取付精度・剛性・保持力に優れています。

専用の加熱装置が必要で、ホルダーの加熱・冷却に時間がかかります。
スタブホルダー(専用機用)
スタブホルダーは、トランスファーマシンで使われる「NC専用機」用のツールホルダーです。
クイックチェンジに対応したストレートシャンクのホルダで、エンジン穴あけの高速加工などで使われる「スタブドリル」を保持します。
シャンクの種類

シャンクは、ツールホルダーを工作機械の主軸に取り付けるための周辺機器で、工具を固定する柄(持ち手)にあたります。
引用元: 機械工学辞典「シャンク」
シャンクは工作機械の種類やメーカーによって、さまざまな規格が採用されています。
工作機械の主軸よって、取り付けのできるシャンクの規格が決まっており、互換性がないものも多いため、新しいツーリングシステムの導入には注意が必要です。
マシニングセンタで一般的に使われる、ATC(工具自動交換装置)に対応した「BT」「BBT」「HSK」「CAPTO」について解説します。
(汎用工作機械では、NT・MT・JTなどのシャンク規格が採用されています)
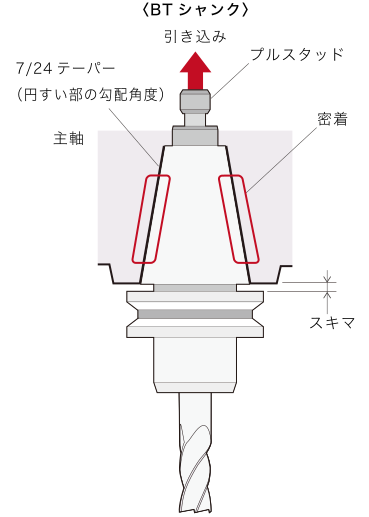
BTシャンク

マシニングセンタで広く使われている、日本で開発されたシャンクです。
シャンク上部の「プルスタッド」とよばれる突起を強い力で引き込み、ツールホルダーをしっかりとクランプ(固定)。
BT(ボトルグリップ・テーパ)の略で、テーパー(円すい部分)の勾配角度が「7/24テーパ」になるようにつくられています。
テーパーシャンクには「BTシャンク」以外にも、アメリカで使われている「CATシャンク」や、ヨーロッパの「DINシャンク」があります。
テーパー角度はおなじですが、ATC用の溝やフランジ形状がことなるので、互換性はありません。
NCフライス盤などの手動交換工具では、BTシャンクではなく「NTシャンク」とよばれるテーパーシャンクが使われます。
BTシャンクの種類
BTシャンクには、直径サイズによって、「BT30」「BT40」「BT50」などの種類があります。
- 〈BT30〉
-
小型のBTシャンクです。
重量が軽いため小型マシニングセンタによる高速加工や、穴あけ加工に適しています。シャンクと主軸との接触面積が少ないため保持力が低く、重切削には向いていません。
- 〈BT40〉
-
中型のBTシャンクです。
一般的な立型マシニングセンタで多く採用されています。重量と保持力のバランスがよいため、汎用性に優れます。
- 〈BT50〉
-
大型のBTシャンクです。
シャンクと主軸との接触面積が大きいため保持力が高く、重切削に適しています。大型の門型マシニングセンタや、横型マシニングセンタで使われます。
BBTシャンク


「2面拘束タイプ」のBTシャンクです。
これまでのBTシャンクは、主軸とシャンクのテーパー部分が密着することで、クランプ(固定)しますが、熱膨張や重切削でシャンクが主軸に食い込んでしまうことがありました。
BBTシャンクでは、シャンクのテーパー部に加えて、ツールホルダーのフランジ部の2カ所で保持(2面拘束)することで、シャンクの食い込みやフレを防止。
高速・高精度加工が実現します。
BTシャンクとBBTシャンクの互換性
BTシャンクとBBTシャンクには取り付け互換性がありますが、2面拘束の機能を発揮するには、「BBT対応主軸」と「BBTシャンク」の組み合わせが必須になります。
HSKシャンク

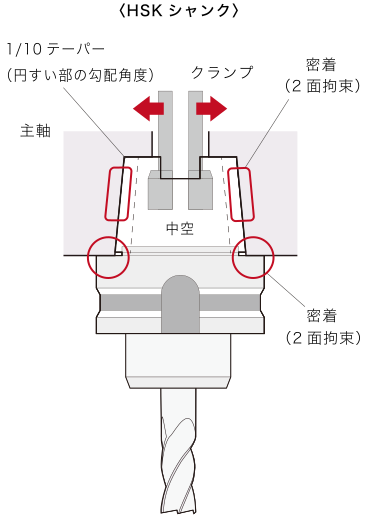
BTシャンクよりも高い精度を発揮する、中空タイプのシャンクです。
ドイツ語の Hohlschafte-Kegel(中空テーパーシャフト)の略で、テーパー(円すい部分)の勾配角度が「1/10テーパ」になるようにつくられています。
また中空のため遠心力の影響を受けにくく、高速加工にも対応可能です。
HSKシャンクとBBTシャンクの違い
HSKシャンクはBBTシャンクとおなじ「2面拘束タイプ」で、シャンクのテーパー部とフランジ部の2カ所で保持するため、工具のフレや振動に強く金型などの高精度加工で使われます。

BTシャンクで使われている「プルスタッド」はなく、シャンクの内部から外側に押し付けるようにしてクランプ(固定)します。
主軸の回転数が上がることでに、締め付けがより強くなります。
ATC(工具自動交換装置)での、工具交換時間がみじかいのも特徴です。
HSKをベースに、ターニングセンタや複合加工機に対応した「ICMT規格」も開発されています。
CAPTOシャンク(キャプト)


タレット(刃物台)のクイックチェンジホルダで使われる、欧州メーカー規格のシャンクです。
テーパー(円すい部分)の勾配角度が「1/20テーパ」になるようにつくられています。

CNC旋盤やターニングセンタなどのさまざまな刃物台に取り付けができ、複合加工機での工具の共有や段取り(取り替え)時間の短縮ができます。
BBTやHSKシャンクとおなじ「2面拘束タイプ」で、シャンクのテーパー部とフランジ部の2カ所でシャンクを保持します。
ツーリングとは?まとめ
この記事では、よく使われる「マシニングセンタ」のツーリングを中心に、ツールホルダーの種類やシャンクについて解説しました。
ツーリングにはさまざまな種類があり、加工内容にあった最適なツーリングの選択が「高精度加工」のはじめのいっぽとなります。
本記事が、ツーリング選びのヒントになればうれしいです。
ツーリングの関連用語
1分でわかる要約をみる
この記事の著者・監修者

- 甲斐 智(Satoshi Kai)
-
1979年 神戸生まれ、多摩美術大学修了後、工作機械周辺機器メーカーに入社。
2020年に株式会社モノトを設立。長年に渡り工作機械業界・FA業界のWebマーケティングに携わる。
researchmap ID:R000028669
J-GLOBAL ID 202101006017437323 - 所属
-
- 株式会社モノト 代表
- 一般社団法人日本機械学会 特別員
- 公益社団法人精密工学会 賛助
- 東京商工会議所
- 立川商工会議所
- 掲載・登録
- 運営サイト