


切削加工のトレンドと測定ニーズ|測定の課題解決のカギとは
- 更新日:
- 2025/02/07 (公開日: 2022/12/16 ) 著者: 甲斐 智
近年高まる、精密加工のニーズ。EV向け部品の需要増加や、AI・5Gの普及にともなう半導体プロセスの高度化で、切削加工の現場では、いかに精度よく「削る」かだけでなく、いかに精度よく・効率よく「測る」かが課題になっています。
この記事では、付加価値の高いセンシング技術で、製造現場の課題を解決する株式会社キーエンスに、切削加工における測定の課題と、だれでもどこでも三次元測定ができる同社のハンディプローブ三次元測定機についてお聞きしました。

「加工ワークをもっと手軽に測りたい!」「 三次元測定機を導入したいけど、ハードルが高い…」 とお悩みの生産技術エンジニア・工場責任者の方、必見です!

切削加工におけるトレンドと測定ニーズ

ミクロンオーダーを実現するCNC工作機械。切削加工の現場では、ワークの複雑化や材質の多様化、工具摩耗などの不確定な要素もまだまだ多く、品質の向上には、精度の高い測定技術が欠かせません。

切削加工では、加工前(段取り)・加工中(プロセス)・加工後(検査)の各工程ごとに測定を行いますが、加工トレンドの変化によって、測定に求めらるニーズも変わりつつあります。
〈加工トレンドと測定ニーズ〉
複雑な加工ワークを精度よく測定したい

自動車や半導体製造装置向けの部品加工では、複雑な形状やこれまでにない高機能材料が増えており、切削加工に求められる精度もますます上がっています。
工作機械の複合化が進むなか、これまでとおなじ「測り方」では、複雑な形状のワークを精度よく測ることができなくなっています。
また加工効率の向上のため、多刃の複合工具が使われることもあり、測定方法はより高度になっています。

次工程に不良品を流さないためにも、各プロセスごとの測定が重要となっています。
多品種少量の加工ワークを効率よく測定したい

自動車やスマートフォンなど、市場の製品ライフサイクルが短くなるなか、これまでの「大量生産」から「多品種少量生産」への移行が急務になっています。
切削加工では、ロボットを組み合わせたフレキシブルラインの構築だけでなく、工場内のどこでも測定ができる柔軟な測定体制が求められています。
段取りの効率化:引用元:ビジネスQ&A | J-Net21 中小企業ビジネス支援サイト
受注生産を行う製品については、工場内のレイアウトの変更や作業方法の改善により、段取時間の短縮を図って生産の効率を高めます。これにより小ロット品の受注生産の採算割れを、少しでも回避できるようにします。
熟練作業者に頼らずに測定したい

少子化による深刻な人手不足で、工場の省人化が急速に進んでいます。切削加工では、複合加工機による工程集約や、ロボットによる自動搬送が増えつつありますが、そのなかでもボトルネックとなっているのが「測定工程」です。
工程内の測定・検査は、マイクロメータや三次元測定機によって行われていますが、まだまだ標準化がむずかしく、熟練作業者に頼ることが多い工程です。 現場では、だれでも手軽に測定ができるツールが求められています。
切削加工におけるワーク測定の課題
「加工精度」「多品種少量」「人手不足」がトレンドとなるなか、多様化する測定ニーズに応えるには、現場の課題を把握することが重要です。 近年増えつつあるワーク測定の課題を、業界別の加工例とともにご紹介します。
〈加工トレンドと測定ニーズ〉
モータケースの加工〈自動車業界〉

カーボンニュートラルの実現に向けて、自動車の急速なEV化が進んでます。
EV用モータを収容するモータケースは、車体の軽量化のため軽いアルミ合金でできていますが、鋳造したアルミをマシニングセンタで仕上げるため、加工圧による変形や内径のばらつき、ケースの肉厚を正確に測る必要があります。
多品種少量生産が多いため、従来の自動車部品加工でみられたような専用ラインは構築しません。
モータケースの精密測定には、主に三次元測定機が使われます。
マシニングセンタで加工後、測定室へ移動し寸法を測りますが、NGの場合は追加工のため出戻りとなります。
移動の度に段取りをやり直すため、位置ズレによって加工精度が低下してしまいます。
シリンダーブロックの加工〈自動車業界〉

EV向けの生産が増える一方、輸送機や建機向けのエンジン生産もまだまだ続いています。
特に高い精度が求められるシリンダーブロックでは、専用ゲージによる「比較測定」が行われます。測定箇所が多いため、無理な姿勢や視差で読み取り誤差が発生しないよう、慎重な測定が必要です。
比較測定は、温度ならしを行なったマスターワークの寸法を基準に、その差を精密に計りますが、作業者による手作業のため時間がかかることがありました。
慣れていない作業者が測定を行うと、測定結果にばらつきが出てしまうことも課題です。
人工関節の加工〈医療業界〉

人工関節置換術で使われる人工関節や、インプラントで使われる人工骨には、生体適合性が高いチタンが多く使われます。軽量・高強度のチタンは「難削材」として知られ、熱伝導率が小さく工具の摩耗が激しいため、加工後の測定が欠かせません。
骨との密着を高めるため、穴位置や幾何公差を精密に測定する必要があります。
人工関節は患者ごとにカスタムメイドされています。
測定は三次元測定機によって行われますが、受注生産のため、段取りやキャリブレーションに時間がかかることが課題です。
ジェットエンジン部品の加工〈航空機業界〉

航空機に使われるジェットエンジン部品には、ニッケル合金やチタンなどの耐熱合金が使われています。
素材から高精度に削り出すため、5軸マシニングセンタを使ってワンチャッキングで加工されますが、近年では軽量化のため薄肉化が進んでおり、さらなる高精度化が要求されています。
高い精度が求められる航空機部品は、三次元測定機による品質検査が一般的です。
5軸加工で削られたワークの測定には熟練スキルが必要で、操作できる作業者が限られるため、測定の待ち時間が発生してしまいます。
真空チャンバーの加工〈半導体業界〉

世界的な半導体ニーズの高まりで、半導体製造装置の需要が増えています。
大型の真空チャンバーは、スパッタリングや蒸着などの前工程で使われる装置ですが、リーク(真空漏れ)を防ぐため、高い加工精度が求められます。
真空チャンバーには、1メートルを超える大型のものもあります。
加工中の測定には大型マイクロメーターを使いますが、穴位置や幾何公差が測れないため、加工後の検査には大型三次元測定機が使われます。
測定室への移動にはクレーンを使うため、作業が大がかりで生産性が低下していました。
測定の課題解決のカギは、精度向上と効率化
切削加工で使われる、ノギス・マイクロメータや三次元測定機は、「精度向上」と「効率化」が課題解決のカギになっています。
〈ノギス・マイクロメータ・各種ゲージ〉

現場でもっとも使われているシンプルな測定器です。
手軽に測定できるハンドツールですが、作業者の熟練によって測定結果にばらつきが出たり、複雑な形状や穴位置・幾何公差を測ることができません。
近年増えているアルミ合金の測定では、無理な姿勢でワークを傷つけてしまうこともありました。
課題は精度向上
- × 作業者によって測定にばらつきが出る
- × 複雑な形状や、幾何公差が測れない
- × 測定に時間がかかる
〈三次元測定機〉

三次元測定機は、ワークの品質検査に使われる精密測定機です。
接触式の三次元測定機では、スタイラスをワークに接触させ、三次元(X・Y・Z)の座標をもとにワークを測定します。
ハンドツールでは測ることのできない穴位置・幾何公差や、複雑な測定ができますが、温度の影響を受けないよう、20℃に管理された測定室での測定が必須です。
課題は効率化
- × 測定室への移動に時間がかかる
- × 測定の順番待ちが発生する
- × 操作できる作業者が限られる

切削加工の要求精度が上がるなか、量産にも厳格な品質検査が求められるように…
ノギスやマイクロメータで測ることのできない精密なワークの測定には「三次元測定機」が使われますが、測定室では測定待ちのワークがズラリと並ぶこともあり、生産性低下の原因になっています。
そんなお悩みを解決するのが、キーエンスのハンディプローブ三次元測定機です。
ノギスの手軽さと、三次元測定機の万能さをいいとこどり

測定精度の向上と効率化が課題となるなか、切削加工の現場で続々導入がはじまっているのが、「ハンドツールの手軽さ」と「三次元測定機の万能さ」をいいとこどりした、ハンディプローブ三次元測定機〈XM-5000〉です。
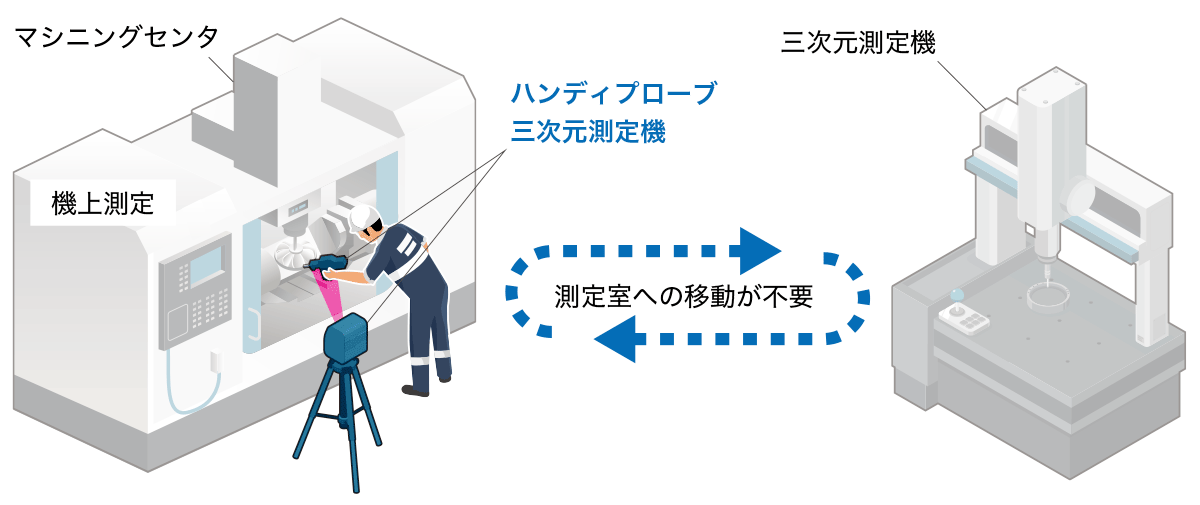
ハンディプローブ三次元測定機は、手持ちのプローブをワークに当てるだけで、三次元測定が可能。熟練を必要とせず、だれでもどこでも精密測定ができる、新発想の三次元測定機です。

ノギスのようにすぐに持ち出して使えるため、三次元測定機で必要だった「測定室への移動」や「測定の順番待ち」もなくなり、測定の幅が大きく広がります。
またハンディプローブ三次元測定機には、従来の三次元測定機や、機上測定で使われるタッチプローブのような測定向きの制限もありません。自由に取り回しできるフリーアングルプローブで、ノギス感覚で測定することができます。
〈ノギス・マイクロメータ・各種ゲージとの比較〉

- ○ 作業者による測定のばらつきがない
- ○ 複雑な形状や、幾何公差が測定できる
- ○ 測定時間が短縮できる
〈三次元測定機との比較〉

- ○ 測定室への移動がなくなる
- ○ 測定の順番待ちがなくなる
- ○ だれでも操作ができる


これまで「三次元測定機の導入をあきらめていた…」現場にも最適です。
ハンディプローブ三次元測定機による測定事例

卓上サイズの小物ワークから現場の大物ワークまで、ハンディプローブ三次元測定機〈XM-5000〉による、現場の測定事例をご紹介します。
精密金型 × 寸法測定
これまで三次元測定機で行なっていた精密金型の寸法測定を、「ハンディプローブ三次元測定機」による機上測定で行うことで、測定室への移動の手間を削減できます。
加工中のワークを機械から降ろすことなく測定できるため、精度の高い金型の追い込み加工にも最適です。
半導体製造装置部品 × 寸法検査

これまでノギスで行なっていた半導体製造装置部品の寸法検査を、「ハンディプローブ三次元測定機」で行うことで、作業者ごとの測定のばらつきがなくなります。
OK/NGの自動判別や、検査表の自動作成もできるため、寸法検査をかんたんに行うことができます。
自動車部品 × 形状測定

これまでマイクロメータで行なっていた自動車部品の形状測定を、「ハンディプローブ三次元測定機」で行うことで、複数のポイントをスピーディに測定することができます。
3D CADデータとの比較をもとに、測定結果を工作機械にフィードバックできるため、修正加工もかんたんです。
大型ワーク × 品質検査

これまで三次元測定機で行なっていた品質検査の一部を、「ハンディプローブ三次元測定機」で行うことで、現場から動かしづらい大型ワークをその場で測定することができます。
受け入れ時の品質検査や、三次元測定機が測定待ちで使えない場合にも最適です。

(温度10~35℃、湿度20~80%での測定に対応)
工作機械の機上測定にもおすすめ

さらに精度向上と効率化を両立するポイントが、工作機械のテーブル上で測定を行う「機上測定」です。
精度の追い込みを行うような精密加工では、機上測定を行うことで測定効率が向上。三次元測定機と比べワークの再段取りがいらないため、精度低下の心配もありません。

タッチプローブは工作機械の主軸に取り付けて使われる機上測定用のセンサですが、測定精度が主軸の精度に依存するため、熱変異の影響を受けやすいといった弱点も…
ワークごとに測定プログラムを用意する手間も、悩みの種となっています。
切削加工におけるワーク測定の課題とは?まとめ
この記事では、株式会社キーエンス(大阪府大阪市)に、切削加工における測定の課題と、だれでもどこでも三次元測定ができる同社の「ハンディプローブ三次元測定機」についてお聞きしました。
今後「加工精度」「多品種少量」「人手不足」のトレンドが続くなか、より高精度で効率的な測定機の導入が、競争力の強化につながるでしょう。切削加工の生産性と検査品質の向上は、ぜひ一度キーエンスまでお問い合わせください。

今一度、現場の測定工程を見直してみませんか?
- 複雑なワークを精度よく測りたい
- 多品種少量のワークを効率よく測りたい
- 熟練作業者に頼らずに測りたい
ノギスの手軽さと三次元測定機の万能さをいいとこどりした、ハンディプローブ三次元測定機〈XM-5000〉を導入することで、切削加工の生産性と検査品質の向上が実現します。
すでに三次元測定機を導入済みの現場や、ハードルが高く導入をあきらめていた現場にもおすすめです。
\技術的なご相談や製品デモはお気軽に!/
株式会社キーエンスについて
| 会社名 | 株式会社キーエンス |
|---|---|
| 本社 | 大阪市東淀川区東中島1-3-14 |
| 公式サイト | https://www.keyence.co.jp/ |
この記事の著者・監修者

- 甲斐 智(Satoshi Kai)
-
1979年 神戸生まれ、多摩美術大学修了後、工作機械周辺機器メーカーに入社。
2020年に株式会社モノトを設立。長年に渡り工作機械業界・FA業界のWebマーケティングに携わる。
researchmap ID:R000028669
J-GLOBAL ID 202101006017437323 - 所属
-
- 株式会社モノト 代表
- 一般社団法人日本機械学会 特別員
- 公益社団法人精密工学会 賛助
- 東京商工会議所
- 立川商工会議所
- 掲載・登録
- 運営サイト














