板金加工とは?手板金・機械板金と板金加工の工程について解説
- 更新日:
- 2025/10/15 (公開日: 2022/08/26 ) 著者: 甲斐 智
自動車や家電、家具、パソコンなど、私たちの生活を支える身近な製品には、さまざまな金属部品が使われています。
特に薄い板状の金属部品は、切断・抜き・曲げ・溶接などたくさんの工程を経て製造されますが、これら金属の板を加工する加工法を総称して板金加工と呼びます。
この記事では幅広い製品に応用される板金加工の種類や、一般的な板金加工の流れについて解説します。

板金加工の種類

板金加工には大きく分けて、手作業で行う「手板金」と、プレス機械などの加工機械を使用する「機械板金」の2種類があります。
加工工程において「手板金」は、ハンマーなどの工具を使い作業者の力だけで加工。一方「機械板金」は、機械を使い金属の板に圧力をかけて変形させます。
「手板金」と「機械板金」それぞれの加工方法について、メリット・デメリットを紹介します。
〈板金加工の種類〉
手板金について

「手板金」は、手作業による加工技法で、精密部品の加工や自動車の補修のほか、工芸品や装飾品など、緻密な加工にも対応できる職人技術です。
板金を専用のハサミで切断したり、ハンマーで叩くことで、機械ではむずかしい繊細な加工を行います。
手板金ではひとつひとつの工程を手作業で行うため、数個程度の小ロットの生産や試作品など完全受注生産に対応することができます。
その反面、職人による高い熟練を要するこれらの加工では、「製品単価が高くなる」「加工に時間を要する」「大量生産に向いていない」などのデメリットもあります。
手板金には、「打ち出し板金」や「曲げ板金」などの技法があります。

パネルの凹みや表面の修復作業では、職人による「手板金」の高い加工技術が不可欠です。
打ち出し板金

打ち出し板金は、板金をハンマーで叩きながら成形する技法です。
雪平鍋(ゆきひらなべ)などの日用品から、工芸品、特殊車両の部品など、機械では再現できない(再現できてもコストがあわない)熟練技術者による一品ものの加工技術として知られています。
曲げ板金(手曲げ)

曲げ板金は、曲げ機などの汎用機械を使い成形する技法です。
機械を使いながらも、オートメーションではなく、作業者の経験やカンを頼りに複数回に分けて板金を少しづつ曲げていきます。
機械板金では曲げることができない特殊な曲げや、一品ものの加工で使われます。
手板金で使われる工具の種類

一般的な板金加工の工程は、「切断」「曲げ」「溶接」「仕上げ」の流れで行われます。
手板金ではこれらの工程ごとに、作業にあった専用の工具が使われます。
| 板金ハサミ・ノコ | 板金を切断する 直刃:直線切り用 柳刃:直線・曲がり切り用 エグリ刃:穴の切り抜き用 |
|---|---|
| ケガキ針・ケガキコンパス・ポンチ | 板金の表面に寸法や目印を付ける |
| カラカミハンマー | 板金を叩く |
| ツカミバシ | 板金をつかむ |
| ナラシハンマー | 板金を平らに伸ばす |
| デンガクハンマー | 板金を曲げる・つぶす |
| アテバン | 打ち出す(下に当てて、上から叩く) |
| カゲタガネ | 仕上げる(板金の角を内側から叩く) |
機械板金について

「機械板金」は、金型を使って成形する加工技法で、大量の板金を一定の品質を保ちながら、効率良く加工できることが特徴です。
近年ではプレス機械によるオートメーション化が進んでいることから、板金=機械板金を指すことが多くなっています。
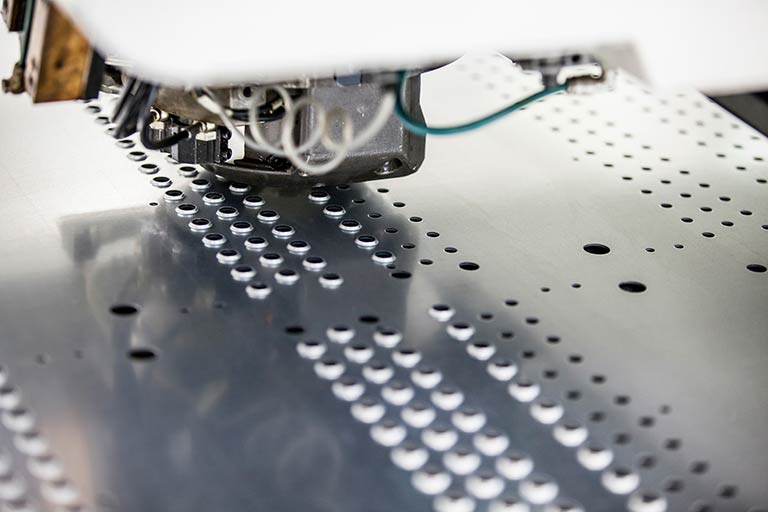
板金加工:引用元:サイエンスポータル|匠の息吹を伝える〜“絶対”なき技術の伝承〜
板金加工は、機械化の進んだ分野で、レーザーカットマシンによる金属の板材を切断加工、タレットパンチプレスによる穴あけ加工、ベンディングと呼ばれる曲げ加工を施し、必要な箇所を溶接するというように、今や自動化・管理されています
機械板金の1番のメリットは、コストの安さです。量産加工では数千個以上の加工が前提となり、1個あたりの加工コストは格段に低くなります。
機械板金では汎用的な金型を組み合わせて加工を行うため、一般的なプレス加工とくらべ金型にかかる費用も少なく済ませることができます。
その反面、複雑な形状に対応しにくいデメリットもあります。
機械板金で使われる機械

「シャーリングマシン」について解説

「タレットパンチプレス」について解説

「プレスブレーキ」について解説

「スピニング加工機」について解説

「レーザー加工機」について解説

「ウォータジェット加工機」について解説
一般的な板金加工の流れ

一般的な板金加工の工程を紹介します。
〈一般的な流れ〉
板金加工では、さまざまな金属材料が使用されますが、その厚さは規格で定められています。
厚さは材料によって範囲が異なりますが、一般的な材料別の板厚は次のとおりです。
| 材質 | 厚さ |
|---|---|
| ステンレス | t0.3~t6.0mm |
| アルミ | t0.5~t6.0mm |
| 鉄 | t1.0~t6.0mm |
| 銅 | t0.3~t2.0mm |
◎厚さ=t
1.図面展開

板金を仕上がりの寸法にあわせて切断するため、図面を展開します。
板金は曲げ工程で、寸法に伸びが発生します。そのため図面を展開する際は、加工時に発生する伸びを考慮する必要があります。
加工後に求める寸法に仕上げるためには、伸びの数値を算出した上で図面を展開します。
2.切断・抜き加工

板金を所定の形状に切断し、必要に応じて穴を抜きます。
機械板金では、シャーリングマシン、レーザー加工機、タレットパンチプレスなどの機械を組み合わせながら加工を行います。
3.前処理(バリ取り、タップ加工)

曲げ加工の前に、板金断面の処理を行います。
切断面に発生したバリを、後工程のために処理(バリ取り)し、必要に応じてネジ穴の加工(タップ加工)も行います。
4.曲げ加工

切断した板金を図面通りに曲げる工程です。
機械板金では、プレスブレーキやベンダーなどの機械を使い加工を行います。
5.溶接

板金同士をアーク溶接などで接合します。
板金の溶接は、素材が薄いほど歪みが生じやすく、溶接箇所が多くなるほど加工の難易度が上がります。
| 溶融溶接 | アーク溶接など、部材同士を融点より高い温度で加熱して接合する方法 |
|---|---|
| ろう溶接 | 部材より低い融点の金属(半田や銀ロウなど)を溶解させて接合する方法 |
| 加圧溶接 | 部材同士を機械的な圧力を加えて接合する方法 |
6.仕上げ・表面加工

加工の段階で生じた凹凸や、表面のキズを補修して仕上げる工程です。
塗装やメッキなどの表面処理もこの工程で行います。
板金加工とは?まとめ
この記事では「板金加工」の種類とメリットを、一般的な工程をまじえて解説しました。
板金が多く使用される家電では、デザイン性のある製品も増えてきていることから、より複雑で精密な板金加工が求められています。
この記事が板金加工を知るきっかけとなればうれしいです。
板金加工の関連用語
1分でわかる要約をみる
この記事の著者・監修者

- 甲斐 智(Satoshi Kai)
-
1979年 神戸生まれ、多摩美術大学修了後、工作機械周辺機器メーカーに入社。
2020年に株式会社モノトを設立。長年に渡り工作機械業界・FA業界のWebマーケティングに携わる。
researchmap ID:R000028669
J-GLOBAL ID 202101006017437323 - 所属
-
- 株式会社モノト 代表
- 一般社団法人日本機械学会 特別員
- 公益社団法人精密工学会 賛助
- 東京商工会議所
- 立川商工会議所
- 掲載・登録
- 運営サイト