曲げ加工 – 金属を曲げる曲げ加工とV曲げ・U曲げ・L曲げを解説
- 更新日:
- 2025/10/15 (公開日: 2020/07/09 ) 著者: 甲斐 智
曲げ加工は、金属の板を曲げる「プレス加工」のひとつです。
プレス加工のなかでももっとも基本的な工法で、単純な部品の成形から、建材・自動車ボディまで、さまざまな分野の製品成形に使われています。
シンプルな「曲げ」だけではなく、立体的な部品を成形することも可能です。
この記事では、V曲げやL曲げといった「曲げ加工」の種類について、図解をもとに解説します。

曲げ加工ってどんな加工?
曲げ加工は、金属の板を「パンチ」とよばれる金型で曲げる塑性加工で、ベンディング加工(Bending)ともよばれます。
曲げ加工:引用元:日本電気化学株式会社「職人の腕、魅せます!」
抜き工程を経た”平面状の板”を立体化する「曲げ工程」は板金加工において、最も技術的ノウハウが発揮されるところです
ダイに金属の板を置き、パンチで押しながら曲げていきます。
さまざまな 形・角度 に曲げることができ、「せん断加工」とあわせて プレス加工でもっとも用いられる加工方法 です。
曲げ加工の材料には、せん断加工でつくられたブランクが使われます。
曲げ加工で使われるプレス機械
曲げ加工には「プレス機械」や、曲げ方に合わせたさまざまなプレス機械が使われます。
プレスブレーキ

ベンディングマシンを代表する機械で、「曲げ機」ともよばれます。
NCによって、加圧量の調整や曲げ順序の演算を、高精度で制御します。

さまざまな曲げ加工

曲げ加工は、曲げのカタチにあわせてさまざまな加工方法があります。
いろいろな曲げ加工を組み合わせることで、複雑なカタチの製品成形ができます。
型曲げ

型曲げは、ダイに乗せた板材をパンチで押し曲げる基本的な曲げ加工方法です。
「突き曲げ」ともよばれ、製品の断面形状によって、V曲げ・U曲げ・L曲げ などに分けられます。
V曲げ

V曲げは「V字形」のパンチを使い、板を押し曲げる加工方法です。
金型がシンプルなため、さまざまな曲げ加工に広く使われます。
90°(直角)以外の角度で曲げることもできます。
板材を固定しないため、成形品の飛び出しや、落下、腰折れ(ダイ接触による変形)に注意が必要です。
V曲げの種類
V曲げは、パンチの押しあて方によって3つに分けられます。
- パーシャルベンディング(自由曲げ)
-
パーシャルベンディングは、「V曲げ」の途中でパンチを止め、曲げ角度を調整する加工方法です。
ひとつの金型でさまざまな角度に曲げられるため、「自由曲げ」ともよばれます。
圧力が低いため、曲げR(角の丸み)やスプリングバック(板のソリ)が大きく、曲げ精度は低くなります。
- ボトミングベンド(底突き曲げ)
-
ボトミングベンドは、「V曲げ」のパンチを底まで押し込む加工方法です。
「底突き曲げ」ともよばれ、低い圧力でも成形が安定するため、広く使われています。
スプリングバック(板のソリ)と、スプリングゴー(板の逆ソリ)の力でソリが相殺され、曲げ精度が高くなります。
- コイニングベンド(圧印曲げ)
-
コイニングベンドは、「V曲げ」のパンチを高い圧力で押し込む加工方法です。
「圧印曲げ」ともよばれます。高い圧力で成形するため、スプリングバック(板のソリ)が少なく、曲R(角の丸み)も小さくなり、精密な曲げ加工ができます。
加圧にはボトミングの5倍以上の圧力が必要なため、金型の摩耗ははやくなります。
L曲げ(押さえ曲げ)

L曲げは、板材を押さえながらパンチを押しあて、L字(直角)に曲げる加工方法です。
「押さえ曲げ」ともよばれます。
板を押さえながら曲げるため「V曲げ」とくらべ、成形が安定。
「V曲げ」ではできない、長い板材の曲げも可能です。
U曲げ(逆押さえ曲げ)

U曲げは、板材を「パンチ」と「逆押さえ」で加圧し、U字に曲げる加工方法です。
「逆押さえ曲げ」ともよばれます。
パンチによる曲げを逆押さえ(パッド)で補助することで、U字の両角を同時に曲げることが可能。
製品ごとに専用の金型が必要なため汎用性は低くいですが、曲げ角度のバラツキが少なく、曲げ工数を減らすことができます。
Z曲げ(曲げ戻し)

Z曲げは、板材をZ字に曲げる加工方法です。
金型や板材のサイズによって、さまざまな曲げ方があります。
2工程加工
従来の曲げ加工を組みあわせて、2回の工程でZ字に曲げます。
1回曲げた板を戻す方向に曲げなおすので、「曲げ戻し」ともよばれます。
板材の「位置決め精度」が、寸法精度を左右します。
- 「L曲げ」を2回繰り返す、基本加工
- 「V曲げ」と「L曲げ」を組み合わせた、変則加工
1工程加工
「V曲げ」や「L曲げ」を応用した専用の金型を使い、1回の工程でZ字に曲げます。
2工程加工とくらべ寸法精度が高く、成形が安定します。
R曲げ

R曲げは、丸型のパンチを使い板材をアール状に曲げる加工方法です。
「V曲げ」などの汎用の金型を使うことができます。
O曲げ(円筒曲げ)

O曲げは、板材を360°曲げて円筒状に丸める加工方法です。
複数の曲げ工程で仕上げます。
ヘミング曲げ

ヘミング曲げは板材の縁を、180°折り返す加工方法です。
製品の縁を厚く仕上げることで、見た目と安全性が向上します。
自動車のドアやボンネットなどの縁の仕上げにも使われています。
押さえ巻き曲げ

押さえ巻き曲げは、材料の縁を押さえながら折り曲げる加工方法です。
加工には「フォールディングマシン」などのプレス機械が使われます。
「型曲げ」にくらべ、加工キズがつきにくいのが特徴です。
成形加工

成形加工は、板材を「曲線的」に曲げる曲げ加工方法です。
板材を曲げるため「曲げ加工」に分類されますが、「絞り加工」の要素もあります。
加工方法は、種類によって大きくことなります。
フランジ成形
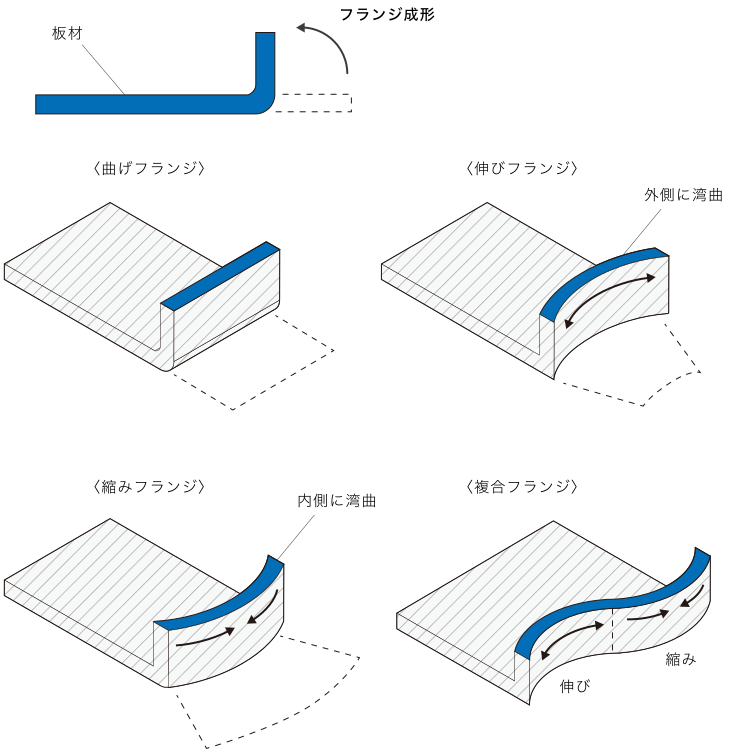
フランジ成形は、板材の縁にフランジ(つば)を付けるための曲げ加工方法です。
自動車ボディなどの「湾曲した部品」の折り曲げに使われています。
-
フランジは、部品の結合や強度アップのためにつくる「つば状」の出っ張りです
フランジ成形は「L曲げ」の応用加工ですが、曲げが湾曲するため加工が複雑です。
金属の伸び縮みのコントロールがむずかしく、ワレやシワの原因になります。
フランジ部分の湾曲方向によって、3つに分けられます。
曲げフランジ成形
曲げフランジ成形は、フランジを「直線的」に立てるフランジ成形です。
シンプルな加工方法で、工程は「型曲げ」とおなじです。
伸びフランジ成形
伸びフランジ成形は、フランジを「曲線的」に立てるフランジ成形です。
フランジ部分が外側に「伸びる」ため、ワレが発生することがあります。
縮みフランジ成形
縮みフランジ成形は、フランジを「曲線的」に立てるフランジ成形です。
フランジ部分が内側に「縮む」ため、シワが発生することがあります。
複合フランジ成形
曲げ・伸び・縮みの3つを組み合わせた、複合的なフランジ成形です。
それぞれの成形の特徴がでるため、高い成形技術が必要になります。
バーリング加工

バーリング加工は、板材に「縁つきの穴」をつくるための曲げ加工方法です。
板に下穴をあけ、その穴にパンチを押し込み「縁」をつくります。
薄い板に立体的な穴をつくることで、ネジ穴や軸受けとして使うことが可能に。
下穴を開けずに、パンチを押し込む「突っ切りバーリング」とよばれる工法もあります。
カーリング加工
カーリング加工は、板材の縁を「小さく丸める」ための曲げ加工方法です。
製品の縁を丸めることで見た目が良くなり、強度と安全性が向上します。
カールの内側にパンチを入れることができないため、専用の金型が使われます。
送り曲げ
送り曲げは、材料を送りながら「回転ロール」を押しあてる曲げ加工方法です。
ロール曲げ

ロール曲げは、板材を曲面状に曲げる、送り曲げ加工です。
3本の回転ロールを使いながら板材を送り、パイプなどの円筒状に曲げていきます。
円弧のサイズはロールの位置で調整、加工には「ベンディングロール」などのプレス機械が使われます。
ロール成形(ロールフォーミング)

ロール成形は、コイル材を連続供給しながら曲げる送り曲げ加工です。
板材を自動で送りながら、複数の回転ロールで曲げていきます。
ロールの配置やカタチによって、複雑な断面の曲げ加工が可能。
レールやサッシなどの、長い製品の大量生産に使われます。
加工には「ロールフォーミングマシン」などのプレス機械が使われます。
曲げ加工で起こるスプリングバックの原因

「スプリングバック」とは、板を曲げたときに発生する反りです。
金属のもつ弾性(もとのカタチに戻ろうとする性質)が原因で、外側に反ります。
薄い板材・強度が高い板材ほど、スプリングバックは大きくなります。
スプリングバックは、精度不良や加工不良の要因となるため対策がかかせません。
スプリングバックとは逆に、高い圧力をかけたあとに内側へ反る現象を、「スプリングゴー」とよびます。
曲げ加工とは?まとめ
この記事では、V曲げやL曲げといった「曲げ加工」の種類について解説しました。
プレス加工を代表する「曲げ加工」は、金属を曲げるシンプルな加工方法。
しかし精度の高い曲げ加工には、スプリングバック対策や精密な金型加工がかかせません。
曲げ加工の仕組みを知ることで、プレス加工の選定の参考になればうれしいです。
曲げ加工の関連用語
1分でわかる要約をみる
この記事の著者・監修者

- 甲斐 智(Satoshi Kai)
-
1979年 神戸生まれ、多摩美術大学修了後、工作機械周辺機器メーカーに入社。
2020年に株式会社モノトを設立。長年に渡り工作機械業界・FA業界のWebマーケティングに携わる。
researchmap ID:R000028669
J-GLOBAL ID 202101006017437323 - 所属
-
- 株式会社モノト 代表
- 一般社団法人日本機械学会 特別員
- 公益社団法人精密工学会 賛助
- 東京商工会議所
- 立川商工会議所
- 掲載・登録
- 運営サイト