

タレットパンチプレスとは?タレパンの仕組みとタレパンの種類
- 更新日:
- 2025/10/15 (公開日: 2020/06/30 ) 著者: 甲斐 智
タレットパンチプレス(タレパン)は、「抜き打ち」「穴あけ」で使われる機械のひとつです。
圧力をかけて金属をパンチするため、プレス機械に分類されます。
タレット(金型ホルダ)に装着したさまざまなパンチ(金型)を、自動で交換しながら板材をパンチ。
仕組みは、書類に穴をあける「穴あけパンチ」とおなじです。
通称「タレパン」ともよばれ、 プレス加工や板金加工の現場で欠かすことのできない重要な機械 として広く活用されています。
この記事では、自社の工場だけでは知ることのできない「タレパン」の種類や抜き打ちの仕組みについて解説します。

タレットパンチプレス(タレパン)ってどんな機械?
タレットパンチプレスは「打ち抜き加工」「穴あけ加工」に使われるプレス機械で、タレパンや、NCT(NC Turret punch)ともよばれます。
丸型や角型などの「汎用金型」を組み合わせることで、さまざまな加工が可能。
専用金型がいらないので、少量多品種から大ロット生産まで、低コストで加工することができます。
板材を、5×10尺(約1.5m×3m)の定尺材を加工するための大型機械も数多くあります。
NC制御でり、鋼板・アルミ・ステンレスなどの材料(0.5~3mm厚)を、±0.1mmの精度で打ち抜きます。

タレットパンチプレス(タレパン)の仕組み
1.加工前

図面をもとに、CAD/CAMでNCデータをつくり入力。
クランプに板材(ブランク)をセットし、機械を稼働させます。
テーブルには、板材のすべりをよくしキズを防ぐための「ブラシ」がついています。

回転式の円盤タレット(金型ホルダー)には、30~60種類ほどのパンチを格納。
金型の上型を「ピアスパンチ」、下型を「ボタンダイ」とよび、ピアスパンチは「パンチリテーナー」という保持具で固定されています。
パンチは使用するうちに磨耗し、バリや加工不良の原因となります。
寿命を長く保つためには、パンチ速度・クリアランス量の調整や、潤滑・冷却がかかせません。
(磨耗したパンチは、専用の研磨機で研磨されます)

複数のパンチで狭いピッチの穴をあける場合は「集合リテーナー」が使われます。
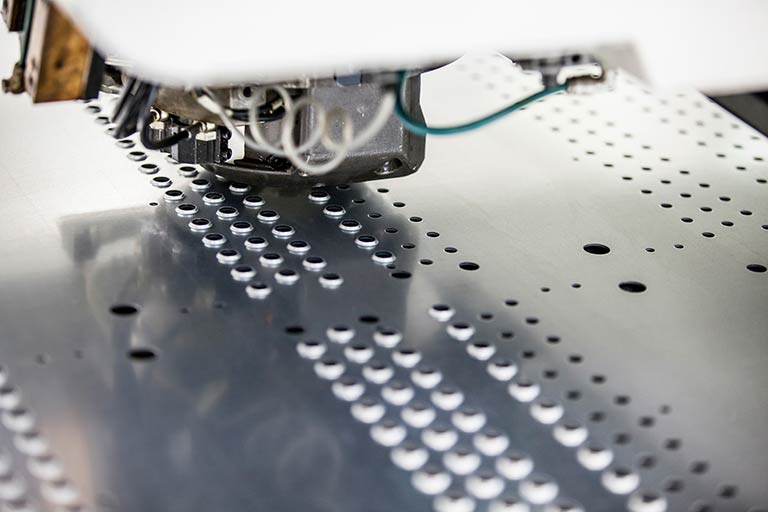
2.加工中

タレットに装填したパンチを回転交換させながら、板材(ブランク)を動かし打ち抜きます。
タレットと板材の位置決め精度が、加工精度を左右します。
(加工ヘッドが動く機種もあります)
タレットパンチプレス(タレパン)の加工方法

タレパンでは単純な穴あけだけでなく「小さなパンチ」を連続的に重ねることで、さまざまなカタチに打ち抜くことができます。
タレパンによる追い抜き加工

複数のパンチを使い穴を重ねることで、四角や変形などの穴をあけます。
タレパンによるニブリング加工

丸型のパンチを使い、狭いピッチで穴を重ねアール状の穴をあけます。
穴の縁が粗くなるため仕上げ加工が必要で、ピッチが細かいほどパンチの摩耗が大きくなります。
タレットパンチプレスのカス上がりについて
加工時に切り落としたスクラップやバリが、板材の上に乗ってしまうことがあります。
この現象を「カス上がり」とよび、加工不良や金型の破損の原因となります。
カス上がりの原因は、油の付着や加工スピードなどさまざま。
パンチの形状を工夫したり、エアジェットバキュームで除去し対策します。
タレットパンチプレスのミクロジョイント

打ち抜かれた板材の多くは、製品とスクラップが「ミクロジョイント」とよばれる切り残しでつながったまま排出されます。
ミクロジョイントは 0.1mm ほどサイズで、後工程で切り離され製品が完成します。
ミクロジョイントによるネスティングについて

ミクロジョイントを使うことで、1枚の板材からたくさんの製品を取ることができます。
まとめ取りは「ネスティング」とよばれ、板材の強度や形状データをもとに、CAD/CAMによってスキマなくレイアウトされます。
タレットパンチプレスの駆動方式

タレットパンチプレスは、駆動方式によって3種類に分けられます。
それぞれストライカーとよばれる「駆動機構」をスライドさせ、パンチを打ちます。
バリのでやすい「薄板の打ち抜き」には、加工速度を制御できる機種が最適です。
加工速度を落とすことで、バリの少ないキレイな「せん断面」をつくることができます。
機械式タレットパンチプレス
フライホイールの回転運動で「ストライカー(駆動機構)」を駆動させるタレットパンチプレスです。
パンチの衝撃が大きいため、振動・騒音があります。
油圧式タレットパンチプレス
油圧ポンプで「ストライカー(駆動機構)」を駆動させるタレットパンチプレスです。
油圧バルブをコントロールすることで、加工スピードを制御することができます。
パンチの衝撃が小さいため振動・騒音が低く、金型の寿命も長くなります。
サーボモータ式タレットパンチプレス
サーボモータで「ストライカー(駆動機構)」を駆動させるタレットパンチプレスです。
地球環境に配慮した、作動油を使わないパンチプレスです。
サーボモーターでスライドを駆動させるため、加工スピードや加圧量の精密な制御ができます。
タレットパンチプレスの種類

タレット式
上下それぞれのタレットに50種類ほどのパンチとダイを装着した、一般的なタレットパンチプレスです。
シングル式
タレットを持たず、上下ひと組の金型で加工をするパンチプレスです。
構造がシンプルなため、メンテナンス性がよいのが特徴です。
加工の高さを確保できるため、「タッピング」や「絞り」などを組み合わせた「複合加工」が実現します。
複合加工には、ATC(自動金型交換システム)との組み合わせがかかせません。
タレットパンチプレスのクリアランス調整について
タレットパンチプレスでは「切り口」のだれやバリの発生をおさえるため、パンチのと「クリアランス」の調整がかかせません。
(クリアランスは、「ピアスパンチ」と「ボタンダイ」のスキマの量です)
バリの発生しやすい「薄板の打ち抜き」では、クリアランスを小さく設定。
板厚や材質、機種に応じた「クリアランス量」の微調整が、重要になります。
プレス工程を集約した「パンチングセル」

タレットパンチプレスを中心に、さまざまなプレス工程を集約した設備を「パンチングセル」とよびます。
設備は「シャーリングマシン」や「プレスブレーキ」をロボットで連結。
材料の取り出しから、せん断・打ち抜き・曲げ の一連の加工を無人でおこないます。

システムによる工程や金型管理によって、多品種少量の自動プレスが実現します。
そのほかの打ち抜き加工機

板材の打ち抜きには、レーザー加工機などの特殊加工機も使われます。
金型を使わずに複雑な打ち抜きができ、タレパンが苦手とする「厚板」加工もできるため、多くの工場で採用されています。
また「せん断加工」と「レーザー加工」を1台の機械でおこなう、パンチ・レーザー複合マシンも登場しています。
レーザー加工機
レーザーを照射して、金属を打ち抜きます。
金属を熱で溶かして切断するため、「せん断面のだれ」や「バリ」が発生しません。
タレパンよりもコストがかかるため、量産に使われます。

プラズマ加工機
プラズマを放電して、金属を打ち抜きます。
レーザー加工機よりもコストが低いですが、板材は通電するものに限られます。
25mm 以上の厚板の切断もできます。

ウォータジェット加工機
超高圧の水を噴射して、金属を打ち抜きます。
チタンなどの難削材から、変形しやすいウレタンなど、さまざまな材質に対応できます。
「水」を使うため、切削やレーザ加工・プラズマ加工にくらべ、発熱がありません。

タレットパンチプレスとは?まとめ
この記事では、タレパンの種類や抜き打ちの仕組みについて解説しました。
タレパンは「汎用金型」の組み合わせで、さまざまなカタチに打ち抜けるのが魅力です。
そのためには「いかに製品強度を保ったまま、カタチを最適化するか?」、設計段階でのアイデアがかかせません。
タレットパンチプレスの仕組みを知ることで、製品設計の参考になればうれしいです。
タレットパンチプレスの関連用語
1分でわかる要約をみる
この記事の著者・監修者

- 甲斐 智(Satoshi Kai)
-
1979年 神戸生まれ、多摩美術大学修了後、工作機械周辺機器メーカーに入社。
2020年に株式会社モノトを設立。長年に渡り工作機械業界・FA業界のWebマーケティングに携わる。
researchmap ID:R000028669
J-GLOBAL ID 202101006017437323 - 所属
-
- 株式会社モノト 代表
- 一般社団法人日本機械学会 特別員
- 公益社団法人精密工学会 賛助
- 東京商工会議所
- 立川商工会議所
- 掲載・登録
- 運営サイト














